
 加入收藏
加入收藏 首页
首页
热风出口功能恢复的创新实践
浏览:次|评论:0条 [收藏] [评论]
热风出口功能恢复的创新实践刘建民张杨(河钢宣钢公司炼铁厂,河北省张家口市,075100)摘要:宣钢炼铁厂3 高炉于2011年6月10日开炉,共配备三座BSK顶燃式热风炉,风温保持在1180℃左右。生…
刘建民 张杨
(河钢宣钢公司炼铁厂,河北省张家口市,075100)
摘 要:宣钢炼铁厂3#高炉于2011年6月10日开炉,共配备三座BSK顶燃式热风炉,风温保持在1180℃左右。生产过程中,1#~3#热风炉炉壳与热风支管交接处的上半部分相继出现温度高、跑风等异常现象,且逐步加重。先后采取通冷风、局部灌浆、开焊处挖补焊接、包盒子填料等措施,虽然短时间解决了高温问题,但生产一段时间,又会出现跑风,烧红现象,热风出口内部的耐材判断已呈现出下沉,变形,脱落等现象,严重影响到热风炉的使用寿命,波及到生产安全。2016年利用10月份停炉中修机会,对三座热风炉热风出口进行挖补炉壳并根据破损情况、施工难度、耐火材料准备情况,论证并创新施工方案:局部砌砖,整体浇注,分布实施。即从下部开始砌砖,保留两环砖的浇注空间,砌至热风炉出口中心水平以上位置,局部大墙和支管顶部全部用重质料浇注,分开时间段进行一次性浇注。待浇注料凝固后,再支盒子浇注轻质料。浇注采用高强度陶瓷耐磨料(重质)和莫来石(轻质料),砌筑砖采用红柱石重质砖和轻质硅砖,即砌筑两层重质砖,一层轻质砖。由于冬季施工,气温低浇注料硬化缓慢,为防止浇注料结冻,制定可行的升温、保温措施,确保施工质量。热风出口修补完毕后,烘炉顺利,未影响到高炉开炉投产,且实现长周期稳定安全生产。
关键词:热风炉 创新 实践 浇注
Innovative practice of recovery of hot air export function.
Liu jianmin Zhang yang He chengfu.
(river steel xuanshan iron & steel co., LTD., zhangjiakou city, hebei province, 075100)
Abstract: xuanhua iron 3 # blast furnace blow-in, June 10, 2011, were equipped with three BSK top combustion hot blast stove, blast temperature kept at about 1180 ℃. In the process of production, the upper part of the furnace shell of 1#~3# hot blast furnace and hot air branch pipe has the abnormal phenomena such as high temperature and running wind, and gradually increase. Has to take the cold wind, local grouting and open dig welding, welding place package box packing, although a short period of time can solve the problem of high temperature, but the production period of time, and will be run, wind burn phenomenon, red hot refractory material judgment internal have present a sink, deformation, fall off wait for a phenomenon, the serious influence to the service life of hot blast stove, spread to safety production. Advantage of repairing the furnace in October 2016, exports to three hot blast stove hot air to dig the furnace shell and according to the damage situation, construction difficulty, fire-proof material preparation, argument and innovative construction scheme: local bricklaying, integral casting, distribution. Which start from the lower brick, brick reserved two ring pouring space, build by laying bricks or stones to export centres of hot air stove level above position, local heavy walls and branch pipe top all the material casting, time period for a one-time pouring separately. After the casting material is solidified, the box is poured with light material. The casting is made of high strength ceramic abrasives (heavy quality) and mullite (lightweight materials). Brick masonry is made of red and stone heavy brick and lightweight silica brick, which is two layers of heavy bricks, one layer of light brick. Due to the construction of winter, the low temperature casting is slow, so as to prevent the freezing of pouring material, the feasible heating and insulation measures are formulated to ensure the quality of construction. After the hot air outlet is repaired, the oven is smooth, which has not affected the production of blast furnace opening, and the long cycle is stable and safe production.
Keywords: hot-blast furnace, innovation, practice, pour
1 概述
3#高炉于2011年6月10日开炉,共配备三座BSK顶燃式热风炉,风温保持在1180℃左右。由于三座热风炉的热风出口依次出现温度升高、炉皮烧红等现象,历经了多次局部面积的挖补浇注、灌浆处理,虽然短期内解决了高温问题,但生产一段时间,又会出现跑风,烧红现象。判断热风出口内部的耐材已呈现出下沉,变形,内环砖脱落等严重问题,已严重影响到热风炉的使用寿命及生产安全。顶燃式热风炉在宣钢系首次使用,热风出口处理经验不足,期间多次咨询国内同行业同类型热风炉处理方法,并聘请宝钢、首钢国际等厂家技术人员到现场指导处理,在线生产状态下,都没有切实有效的措施。2016年利用10月份停炉中修机会,对三座热风炉热风出口进行合理挖补并就破损情况科学论证,打破传统方法,对三座热风炉热风出口进行科学有效的修补。
2 热风出口损坏分析及实际破损情况
热风大墙砖结构从热风炉圆心向外依次为低蠕变高铝砖RDL-75一层,轻质硅砖GGR1.2一层,耐火纤维毡100mm,喷涂料80mm。热风支管结构从支管圆心向外依次为低蠕变高铝砖RDL-75一层,轻质硅砖IH一层,轻质粘土砖IE一层,喷涂料50mm。见下图:

图1热风出口砌砖图
FIG. 1 the brick diagram of hot wind exit.
分析认为:热风出口内部的二层大墙砖在重力及热应力导致的砖变形影响下,砌体松动发生位移、开裂,最终局部脱落坍塌,即低蠕变高铝砖RDL-75及轻质硅砖GGR1.2坍塌,形成通道,外侧的二层轻质粘土砖NG-0.8、耐火纤维毡、喷涂料不能承受1300℃旋流高压热风的持续冲刷,逐渐破损变形,致使炉壳烧红。
(1)1#热风炉热风出口:自2014年7月进行挖补处理后,出口的东、西两侧温度较高,出现局部烧红现象,通过通冷风进行降温处理,整体区域温度较稳定,基本上控制在200-230℃的范围内,相对稳定。据此可以推断:1#热风炉热风出口的内部砌体损坏面积较小,出口上部大墙没有明显的变形和裂缝,施工处理较容易。
(2)2#热风炉热风出口:经历了多次烧红、开焊,并进行了局部小面积的挖补,效果不是很好,尤为严重的是在2015年初,因开焊跑风造成局部烧红,温度高达400℃以上,被迫采取包盒子浇注处理,但是坚持了1个月后,盒子又出现开焊烧红现象,检测温度最高达到600℃,被迫于2015年2月底高炉休风60小时进行挖补、浇注处理。在施工过程中,发现出口上部大墙局部重砖脱落,可从外部直接看到炉内,且出口上部砌体墙明显下沉呈现V字形。打开热风出口对面人孔,进一步目测检查发现热风出口上部内旋砖下沉严重,呈苹果型,出口上部有砖脱落和不规则裂缝。根据上述现象推断:2#热风出口是最早进行大面积挖补处理的,近两年的生产过程中,虽然通风冷却将温度降下,也没有出现开焊跑风现象,但是热风出口内部的破损必定有所发展;另外,在停风状态下温度检测高达300℃以上,因此判断损坏严重,施工难度要大。
(3)3#热风炉热风出口:同样也多次出现开焊、跑风、烧红等现象,在此期间,多次进行小面积的挖补和包盒子处理,效果同样不是很理想。借鉴2#热风炉出口大面积挖补的经验,采取与2#热风炉同样的施工处理方式,利用休风机会与1#热风炉同时施工处理,在施工的过程中,打开了3#热风炉燃烧室人孔进行目测检查,发现出口内旋上部坍塌,上部大墙裂缝较多。从外部热风出口处观察,热风支管整体砌砖向热风炉内方向膨胀,大墙下沉严重,砖缝模糊不清,损坏非常严重。此外,3#热风炉由于热风阀和水法兰漏水,加剧对支管内的砌体侵蚀。因此推断:3#热风炉热风出口损坏程度大于2#热风炉。
3 施工方案和具体步骤
3.1施工方案
先前修补,从炉皮温度高的部位向外拓展50mm左右,切割开炉皮处理。从实际效果来看,挖补面积小,接缝处料质疏松,加上处理经验不足,只处理在第一层轻质粘土砖,承重砌体砖未做处理。跑风已形成通道,未能有效地从内部修复,处理不彻底,造成反复。分析几次处理得失,制定本次方案:一是合理测定挖补面积,彻底找到损坏根部,从破损源头处理;二是对承重红柱石重质砖破损部位进行恢复性修补;三是考虑砌筑实际及施工难度,讨论用浇注料替代部分重质砖,让浇注体与重质砖紧密贴合,结构更加致密;四是解决冬季施工保温难题,确保施工质量。
3.2具体步骤
1)按凉炉进度达到50℃,大开燃烧室人孔,并提前10小时开始切割炉壳,支管金属,清除浇注料和周边砌体,保留最里层,防止降温过快,损坏耐材。
2)燃烧室格子砖表面铺皮带,防止杂物堵塞格子孔。安装照明,详细检查内部损坏
情况,确定施工方案。
3)清完杂物,根据要求拆除部分砌体砖,里层墙体砖热风支管浇注料和周边砌体,做好安装浇注盒子和骨架,要求结实密封好,能承受一定量的浇注料的重量。待浇注料凝固后,拆盒子,安装轻质料盒子。
4)浇注采用高强度陶瓷耐磨料(重质)和莫来石(轻质料),砌筑砖采用红柱石重质砖和轻质硅砖,即砌筑两层重质砖,一层轻质砖。
5)砌筑和浇注的界限是:从下部开始砌砖,保留两环砖的浇注空间,砌至热风炉出口中心水平以上位置,局部大墙和支管顶部全部浇注,内为重质料,分开时间段进行一次性浇注。
6)浇注完养护1个小时后,待浇注料完全凝固后,拆盒子,进行修补,铺岩棉毯2-3公分,安装支管和炉壳,最后进行焊接。
7)浇筑后的保温养护很关键。由于冬季施工,气温低浇注料硬化缓慢,为防止浇注料结冻,必须采取可行的保温措施,利用保温材料进行该区域的空间密封,为此,炉内加设暖风机,确保最低温度不低于5℃.
4 具体施工实践
1#热风炉开燃烧室人孔,进入检查确认,热风出口上部旋转脱落四层,占总出口的1/3,可清晰的看到浇注料,损坏程度较轻,与分析的结果相符合,如图2所示, 2#、3#热风炉损坏面积较大,见下图3、图4

图2 1#热风炉热风出口 图3 2#热风炉热风出口 图4 3#热风炉热风出口
Fig 2 .1#hot blast furnace outlet. Fig 3 .2#hot blast furnace outlet Fig 4 .3#hot blast furnace outlet
由于1#热风炉热风出口没有大的损坏,整个出口砌体较完整,在实际施工中,把浇注料和损坏的耐材清除(包括热风支管)后,便开始支模具浇注。2#、3#热风炉清完杂物,根据破损情况拆除部分砌体砖,从下部开始砌砖,保留两环砖的浇注空间,砌至热风炉出口中心水平以上位置,局部大墙和支管顶部全部浇注,内为重质料,分开时间段进行一次性浇注。里层墙体砖热风支管浇注料和周边砌体,做好安装浇注盒子和骨架,待浇注料凝固后,拆盒子,安装轻质料盒子。浇注采用高强度陶瓷耐磨料(重质)和莫来石(轻质料),砌筑砖采用红柱石重质砖和轻质硅砖,即砌筑两层重质砖,一层轻质砖。浇注完养护一段时间后,待浇注料完全凝固,拆盒子,进行修补,铺岩棉毯2-3公分,安装支管和炉壳,如下图5、6、7、8、9、10所示。

图5清除损坏的耐火砖图 图6 焊接的模具图 图7焊接的模具图
FIG. 5 to clear the damaged firebrick diagram FIG. 6 mold drawing of welding FIG. 7 mold drawing of welding

图8 砌筑热风出口 图9 热风出口模具图 图10 热风出口内模具图
FIG. 8 masonry hot air outlet. Fig.9 die drawing of hot air outlet. Fig.10 mold drawing in hot air outlet
检验模具合格后,于11月11日正式开始浇注重质料(陶瓷耐磨料),如图11所示。

图11重质料浇注完成
FIG. 11 casting of heavy material is completed
11月12日1#热风出口开始浇注轻质料。拆模具后效果如图12。

图12 1#浇注效果图
Figure 12. 1 # pouring effect diagram
2#热风炉更换了部分支管耐火砖,3#热风炉支管损坏严重,全部更换,如图13、14所示。

图13 2#热风出口处理后 图14 3#热风出口处理后
Figure 13 2# hot air outlet processing Figure 14 3# hot air outlet processing
本次热风出口内部全部用浇注料替代重质砖浇注,让浇注体与重质砖紧密贴合,结构更加致密且不存在传统砌筑砖层间的填充层,避免了填充层造成的多方面隐患问题。
5 热风炉烘炉
5.1本次采用和参考内燃式热风炉烘炉技术
烘炉先通过专门的焦炉煤气烘到100-200℃,引入高炉煤气,后续用焦炉煤气烘到700℃时,观察大墙颜色暗红,改用全高炉煤气烘炉。烘炉过程中以热风炉拱顶温度为依据,兼顾废气温度。烘炉过程中要严格按照计划的烘炉曲线温度升温(前期慢,中间平稳,后期升温快的原则)。
5.2 温度控制
热风炉烘炉的时间按照525小时考虑,烘炉以拱顶温度100℃开始计时,至拱顶温度大于1000℃烘炉结束,可以进行烧炉。
5.3 烘炉前的准备工作
(1)连接焦炉煤气管道至热风炉烘炉孔处,安装焦炉煤气火枪,每座热风炉各两根。
(2)烟道总管及烟窗处安装焦炉煤气枪各两根,以备增加抽力,并安装控制截门。
(3)安装高炉煤气管及截门和调节装置,导入烘炉孔内4m处做好支撑,高炉煤气前端向上呈15°的角度,每座热风炉各一根备用。
(4)在烘炉孔处安装监视摄像三个,用于察看着火情况。
(5)组织职工学习培训烘炉要点、灭火处理、防煤气中毒等应急措施和操作方法。
5.4 实际烘炉的操作过程
(1)烘炉初期:10℃-300℃,升温标准要求1℃/h,为确保焦炉煤气的完全燃烧,烟道总管末端人孔处点焦炉煤气火枪两根,增加一定的抽力,通过调节焦炉煤气的燃烧量来控制升温速度,燃烧平稳满足了烘炉的要求。
(2)烘炉中期:300℃-600℃,升温标准要求1.5℃/h,并通过高炉煤气导管加一定量的高炉煤气,为了保证升温的稳定,煤气量(焦炉和高炉煤气)与烟道阀的开位是这段升温期的关键,煤气量过大,容易发生脱火,部分煤气不能完全燃烧,同时也容易发生事故,煤气量过小,燃烧室温度就上不去,因此控制好烟道的开度,保证煤气的充分燃烧,又不能抽力过大,造成煤气直接进入格子砖抽走,发生煤气事故,在实际操作中,难度较大,曾一度发生了灭火的现象。分析原因就是操作中烟道开度与调节煤气量不匹配,导致烟道气流紊乱与上部气流形成了对流,造成喷火,导致灭火现象,也就是烘炉过程中常发生的断路现象。
(3)烘炉后期:600℃-900℃,升温标
准要求3℃/h,随着燃烧室温度的不断提高,燃气量也不断地加大,很容易发生燃烧室人孔处喷火,烧坏设备和伤人。为此安排操作如下:
1)适当开启烟道阀,开启助燃风机。通过入风口和风机转速调节进风量,确保燃烧室的残氧量保持在15左右(调节空气燃烧阀)。
2)少量开启热风炉煤气切断阀,点开热风炉煤气燃烧阀,观察热风炉内残氧的变化,并结合现场看火等方法进行指挥点火。点火完毕后,根据燃烧室温度上升情况进行空气和煤气调节,保持按烘炉曲线要求进行升温。在这段烘炉升温中,炉内的残氧量是保证温度上升的关键。
(4)烘炉末期:900℃-1000℃,要求4℃/h升温,由于煤气量和空气量的增加,烟道温度已达到340℃左右,燃烧室温度达到950℃,可考虑封堵烘炉人孔,撤除焦炉煤气火枪和高炉煤气导管,用耐火砖进行砌堵人孔(热风炉停止烘炉)。
(5)人孔砌堵完毕后,进行如下点火:
1)开启热风炉烟道阀1/3,开启助燃空气阀1/3,开启空气调节阀20%,调风机入口量,观察炉内残氧量,保持残氧量在18左右。
2)开启煤气切断阀10cm,点开煤气燃烧阀,结合炉内残氧量的变化,观察燃烧室温度的上升状况,由于燃烧初期煤气量和空气量过小,各流量表显示不准确。因此,利用残氧量进行煤气的配给是最科学的,也是最有效果的。
3)进入正常烧炉后,热风炉燃烧室温度,不要上升的过快,它是热风炉烘炉的延续,烟道温度不得超过350℃,否则可进行送风来降低烟道温度,硅砖热风炉烘炉的关键就是控制好烟道的温度。内燃式烘炉与顶燃烘炉相比,顶燃烟气流向下,在烘炉过程中,煤气与空气不能充分混合,达不到完全燃烧,会造成顶温下降或不能按正常升温。因此,补充燃烧空气是这段烘炉期间的关键,而采用内燃式烘炉烟气流向上,煤气和空气能充分混合燃烧。
6 修补后的使用效果
中修开炉后,对1#、2#、3#热风炉热风出口温度进行跟踪,1#、2#、3#热风炉热风出口温度在160±10℃左右,3#热风炉局部焊点温度在200±10℃左右,见下图15。
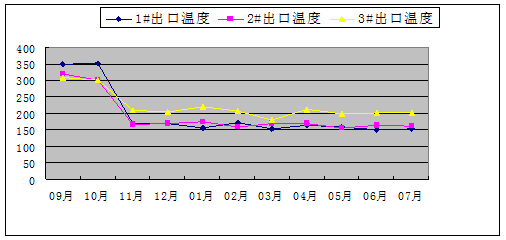
图15 热风炉热风出口温度曲线
Fig.15 thermal outlet temperature curve of hot air furnace
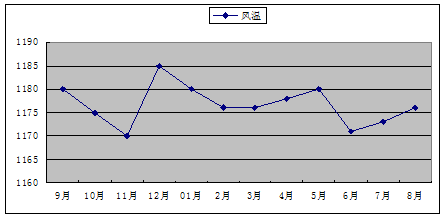
图16 高炉使用热风温度曲线
Fig.16 hot air temperature curve of blast furnace.
7 小结
本次热风出口的处理较为成功。砌砖的同时,保留两环砖的空间,用浇注料替代部分重质砖,且热风出口内部全部用浇注料浇注,让浇注体与重质砖紧密贴合,结构更加致密。1#、2#、3#热风炉在正常使用以后,出口温度稳定,跑风、烧红现象完全消除,满足正常的安全生产,对维护和延长热风炉一代炉役寿命起到了积极作用。
浇注料含水分过多,在烘炉过程中,由于水分的快速蒸发,容易造成浇注体表面开裂,影响砌体整体质量,考虑后续采用无水浇注材料。
- 上一篇:天茂炼钢拉速提升实践 下一篇:高炉优化操作分析之高煤比





