
 加入收藏
加入收藏 首页
首页
机器锯条用高速工具钢热轧钢带
浏览:次|评论:0条 [收藏] [评论]
前言
本标准其技术内容主要为满足GB 6080—85《机用锯条》标准及各锯条生产厂的要求,并考虑到各冶金生产厂的实际情况,参照GB 9941—88《高速工具钢钢板技术条件》制订的。
本标准由冶金工业部信息标准研究院提出。
本标准由全国钢标准化技术委员会归口。
本标准由河北省冶金研究所、冶金工业部信息标准研究院负责起草。
本标准主要起草人:张占普、耿祥坤、宋进保、邓濂献、刘成立。
中华人民共和国黑色冶金行业标准
机器锯条用高速工具钢热轧钢带 YB/T 0 8 4—1 9 9 6
1 范围
本标准规定了机器锯条用高速工具钢热轧钢带的尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等要求。
本标准适用于制造机器锯条专用的宽度28 mitt~54 mm、厚度1.25 Film~2.50 miTl、长度为定尺或倍尺的不切边高速工具钢热轧钢带。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订。使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 223.3—88钢铁及合金化学分析方法二安替比林甲烷磷钼酸重量法测定磷量
GB 223.5—88 钢铁及合金化学分析方法 草酸一硫酸亚铁硅钼蓝光度法测定硅量
GB/T 223.8—91 钢铁及合金化学分析方法 氟化钠分离一EDTA容量法测定铝量
GB 223.9—89钢铁及合金化学分析方法铬天青S光度法测定铝量
GB/T 223.11—91 钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量
GB 223.1 3—89钢铁及合金化学分析方法硫酸亚铁铵容量法测定钒量
GB 223.26—89钢铁及合金化学分析方法硫氰酸盐直接光度法测定钼量
GB/T 223.27 94 钢铁及合金化学分析方法 硫氰酸盐一乙酸丁酯萃取分光光度法测定钼量
GB 223.28—89 钢铁及合金化学分析方法 a一安息香肟重量法测定钼量
GB/T 223.43—94 钢铁及合金化学分析方法 钨量的测定
GB 223.58—87钢铁及合金化学分析方法亚砷酸钠一亚硝酸钠滴定法测定锰量
GB 223.59—87钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量
GB 223.60一87钢铁及合金化学分析方法高氯酸脱水重量法测定硅量
GB 223.61—88钢铁及合金化学分析方法磷钼酸铵容量法测定磷量
GB 223.62—88 钢铁及合金化学分析方法 乙酸丁酯萃取光度法测定磷量
GB 223.63—88钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量
GB 223.64—88钢铁及合金化学分析方法 火焰原子吸收光谱法测定锰量
GB 223.67—89钢铁及合金化学分析方法还原蒸馏一次甲基蓝光度法测定硫量
GB 223.68—89钢铁及合金化学分析方法燃烧一碘酸钾容量法测定硫量
GB 223.69—89钢铁及合金化学分析方法燃烧气体容量法测定碳量
GB/T 223.71—9l 钢铁及合金化学分析方法燃烧重量法测定碳量
GB/T 223.72—91 钢铁及合金化学分析方法 氧化铝色层分离一硫酸钡重量法测定硫量
GB/T 223. 74—91 钢铁及合金化学分析方法 燃烧重量法或燃烧气体容量法测定非化合碳量
GB/T 223.76—94 钢铁及合金化学分析方法 火焰原子吸收光谱法测定钒量
GB 224.一87钢的脱碳层深度测定法
GB 226—91钢的低倍组织及缺陷酸蚀检验法
GB 231—84金属布氏硬度试验方法
GB 247—88钢板和钢带验收、包装、标志及质量证明书的一般规定
GB 7736—87钢的低倍组织及缺陷超声波检验法
GB 9943—88高速工具钢棒技术条件
GB/T 14979—94钢的共晶碳化物不均匀度评定方法
3尺寸、外形
3.1 定尺钢带
3.1.1 定尺钢带的规格尺寸及其允许偏差应符合表1的规定。
经供需双方协商,可以供应其他规格和精度的定尺钢带。
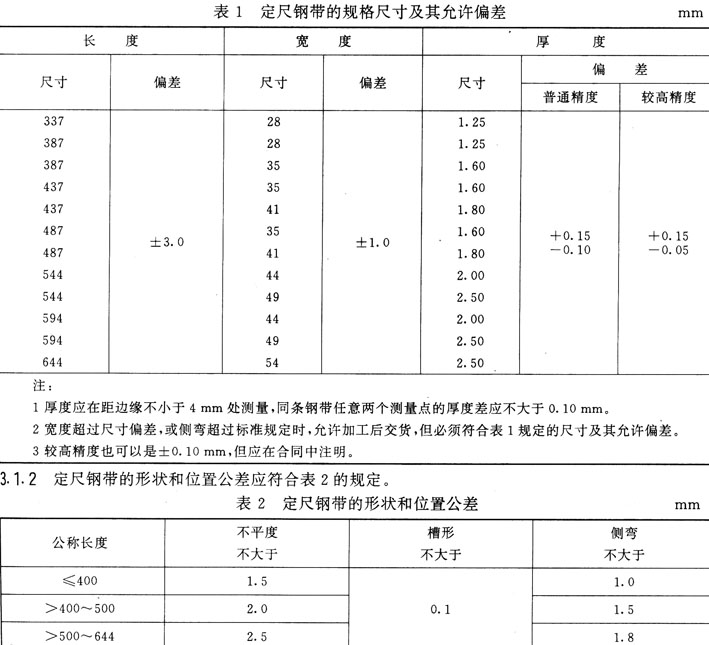
3.1.3定尺钢带的端部切斜度不大于2.0mm,且不使长度小于允许的最小尺寸。端部不得有明显的弯曲和变形。
3.2倍尺钢带
倍尺钢带的长度及其允许偏差、不平度、侧弯由供需双方协商确定。
4技术要求
4.1钢的牌号及化学成分
4.1.1钢带由下列牌号的钢制成:
W9M03Cr4V、W6M05Cr4V2、W18Cr4V、W6Mo5Cr4V2A1。
4.1.2钢的化学成分(熔炼分析)和成品钢带的化学成分允许偏差应符合GB 9943的规定。
4.2冶炼方法
钢应用电炉或其他适宜的方法冶炼。
4.3交货状态
钢带以退火状态交货。
4.4硬度
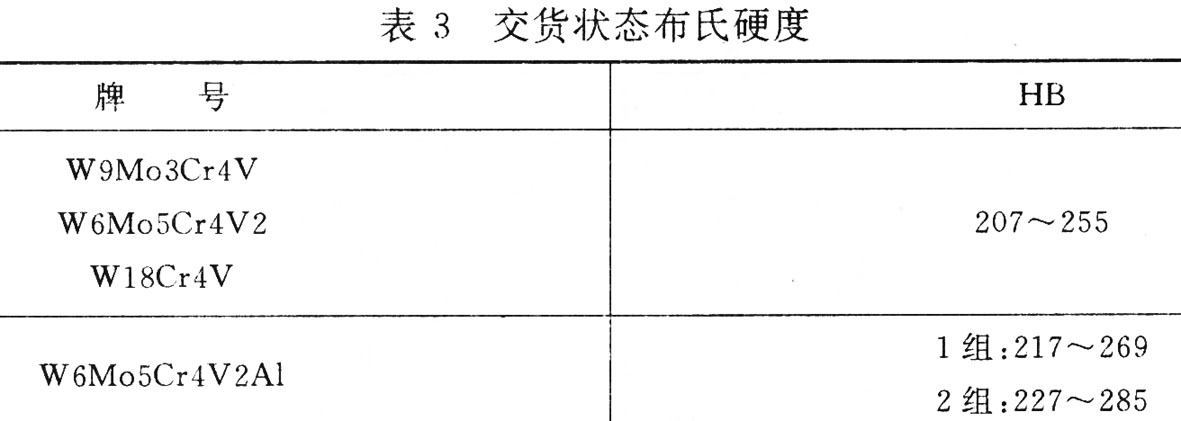
交货状态的布氏硬度应符合表3的规定。
4.5共晶碳化物不均匀度
钢带的共晶碳化物不均匀度试样按GB 9943规定的热处理制度及所附评级图进行处理和评定,或按GB/T 14979规定的方法评定,检验结果应不大于2级。
4.6脱碳
钢带单面总脱碳层(铁素体 过渡层)深度为:
1组:不大于0.02 mm;
2组:不大于0.04 mm。
要求1组时,应在合同中注明。
4.7低倍组织
钢带的酸浸低倍组织不得有肉眼可见的缩孔残余、裂纹和夹杂。在保证质量的前提下,也可用无损检验代替酸浸低倍组织检验。
4.8表面质量
4.8.1钢带不得有分层,表面不得有气泡、夹杂、结疤和裂纹。低倍组织检验可以在钢坯上进行。
4.8.2钢带表面允许有深度在公差范围内且不使其小于允许最小厚度的下列缺陷:麻点、压痕、划薄层氧化铁皮。
4.9特殊要求
4.9.1根据供需双方协商可进行大颗粒碳化物等项检验。其取样方法、取样部位、试样数量、试验及合格级别由供需双方协商确定。
4.9.2根据供需双方协商,可生产其他牌号的高速工具钢热轧钢带。尺寸、外形和技术要求由供需协商确定。
5试验方法
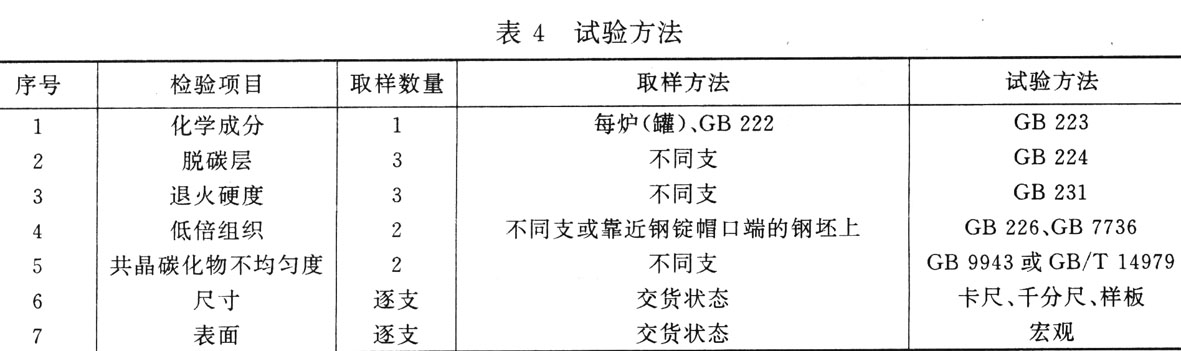
5.1 钢带各项检验项目的取样要求和试验方法应符合表4的规定。
5.2检验钢带共晶碳化物不均匀度时,检验部位按下述规定,从钢带上切取长度为10 mm~12 mm的横向试样,在试样宽度四分之一处检验纵向共晶碳化物不均匀度。
5.3测量钢带侧弯时,将钢带平放于平台上.用1 m长的直尺靠贴钢带的凹边,测量钢带边缘与直尺之间的最大距离;测量不平度时,将钢带平放于平台上,测量钢带纵向与平台之间的最大距离;用刀尺或塞尺测量槽形。
5.4测量端部切斜度时,将钢带平放于平台上,将直尺靠于钢带的端部,并使直尺垂直于钢带的纵边,测量钢带端面与直尺之间的最大距离。
6验收规则
6.1检查和验收
钢带的检查和验收由供方技术监督部门进行。
6.2组批规则
钢带应成批验收,每批应由同一炉(罐)号、同一加工方法、同一规格、同一热处理炉次的钢带组成。
6.3取样数量
钢带检验的取样数量按表4规定。
6.4复验和判定规则
钢带复验与判定规则应按GB 247的规定。
7包装、标志及质量证明书
7.1包装
7.1.1钢带采用箱包装。
7.1.2箱内应衬有中性防潮纸。
7.1.3钢带装箱应排紧、装实、整齐、封闭。
7.1.4箱内应放入装箱单,装箱单上须注明:批号、牌号、规格、层数、净重(支数)、检验员代号及装箱日期。
7.2标志
7.2.1箱的正面应标有箱号、厂名、产品名称。
7.2.2箱的侧面应标明:批号、规格、毛重、净重。
7.3质量证明书
钢带的质量证明书按GB 247的规定。
中华人民共和国冶金工业部1 9 9 6—0 5—1 7批准 1 9 9 6—1 0—0 1实施
- 上一篇:手表用碳素工具钢冷轧钢带 下一篇:焊管用镀铜钢带
- [腾讯]
- 关键字:无





