
 加入收藏
加入收藏 首页
首页
YB 4095-1995 热轧再生钢筋
浏览:次|评论:0条 [收藏] [评论]
YB 4 0 95—1 9 95 前 言
近年来,随着我国国民经济和基本建设的发展,热轧再生钢筋的产量越来越多。为加强行业宏观管理、确保产品质量,在国家技术监督局、冶金工业部、建设部和国内贸易部共同协作下,制订了本行业标准。
本标准严格限制了热轧再生钢筋的使用范围和制造原料,对技术要求作了详细规定。本标准正文非等效采用了JIS G 3117—1987《钢筋混凝土用再生钢筋》,本标准附录非等效采用了JIs G 0566—1980《钢的火花试验方法》。
本标准附录A是标准的附录。
本标准由冶金工业部提出。
本标准由全国钢标准化技术委员会归口。
本标准由冶金工业部信息标准研究院、国家建筑钢材质量监督检验中心、张家港冶金工业公司负责起草。
本标准主要起草人王丽敏、赵军、张克球、顾才明、李任澜、于凯。
本标准1995年2月首次发布。
1 范围
本标准规定了热轧再生钢筋(以下简称钢筋)的术语、分类、代号、尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志和质量证明书。
本标准规定的再生钢筋适用于非抗震设防的一般低层建筑的混凝土结构,以及按8度以下抗震设防的低层和多层建筑混凝土构造柱;不适用于中高层、高层建筑结构及承受动载荷的结构,也不适用于预构件的吊环和预埋件。
本标准规定的钢筋不应作为冷拉钢筋原料。
注:低层、多层、中高层、高层结构建筑的定义见JG J 37-87。
2 引用标准
下列标准所含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 222—84 钢的化学分析用试样取样法及成品化学成分允许偏差
GB 223.3—88 钢铁及合金化学分析方法 二安替比林甲烷磷钼酸重量法测定磷量
GB 223.59—87 钢铁及合金化学分析方法 锑磷钼蓝光度法测定磷量
GB 223.61—88 钢铁及合金化学分析方法 磷钼酸铵容量法测定磷量
GB 223.62—88 钢铁及合金化学分析方法 乙酸丁酯萃取光度法测定磷量
GB/T 223.68—89 钢铁及合金化学分析方法 燃烧一碘酸钾容量法测定硫量
GB/T 223.69—91 钢铁及合金化学分析方法 燃烧气体容量法测定碳量
GB/T 223.71—91 钢铁及合金化学分析方法 燃烧重量法测定碳量
GB/rr 223.72—91 钢铁及合金化学分析方法 氧化铝色层分离一硫酸钡重量法测定硫量
GB/T 223.74—91 钢铁及合金化学分析方法 燃烧重量法或燃烧气体容量法测定非化合碳量
GB 228—87 金属拉伸试验方法
GB 232—88 金属弯曲试验方法
GB 1499—91 钢筋混凝土用热轧带肋钢筋
GB 2101—89 型钢验收、包装、标志及质量证明书的一般规定
GB 13013—91 钢筋混凝土用热轧光圆钢筋
JG J 37—87 民用建筑设计通则
3 定义
本标准采用下列定义。
3.1 热轧再生钢筋:以轧制过程中产生的废钢(包括坯)或使用过的可利用的钢材为原料,经过重新轧制而成的钢筋。
3.2 光圆钢筋:钢筋横截面通常为圆形,且表面为光滑的棒材。
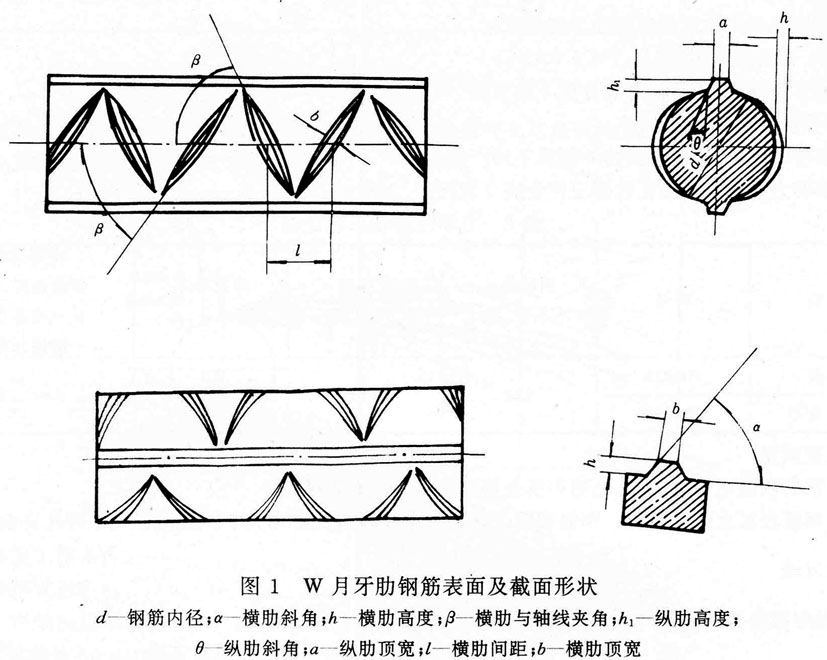
3.3 W月牙形钢筋:钢筋横截面通常为圆形,表面有两条对称的纵肋,且纵肋两侧有均匀分布的W月牙形横肋,钢筋两面上横肋应错开布置。
4 分类、级别、代号
4.1 分类
4.1.1 钢筋按表面形状分为光圆钢筋和w月牙形钢筋两类。
4.1.2 钢筋的强度级别为I级。
4.2 代号
光圆钢筋强度代号为RR235
W月牙形钢筋强度代号为RRw235
其中符号“RR”为“rerolled”的英文缩写,符号“W”为W月牙肋的代表符号。
5 尺寸、外形、重量及允许偏差
5.1 公称直径范围
钢筋的公称直径范围为6~14 mm。
本标准推荐的钢筋公称直径为6 mm、8 mm、10 mm、12 mm、14 mm。
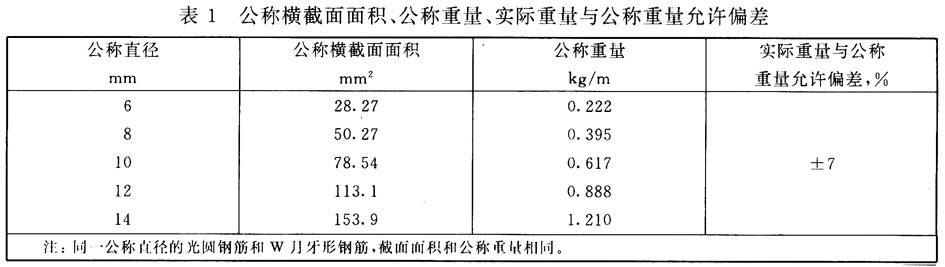
5.2 公称横截面积及重量
钢筋的公称横截面积、公称重量及交货实际重量与公称重量允许偏差,应符合表l的规定。
5.3 尺寸、外形及允许偏差
5.3.1 尺寸
5.3.1.1 光圆钢筋的公称直径范围为6~14 mm,其直径允许偏差应不大于±0.5 mm。
5.3.1.2 W月牙形钢筋的公称直径范围为8~14 mm,其尺寸、外形及允许偏差应符合表2和图l的规定。
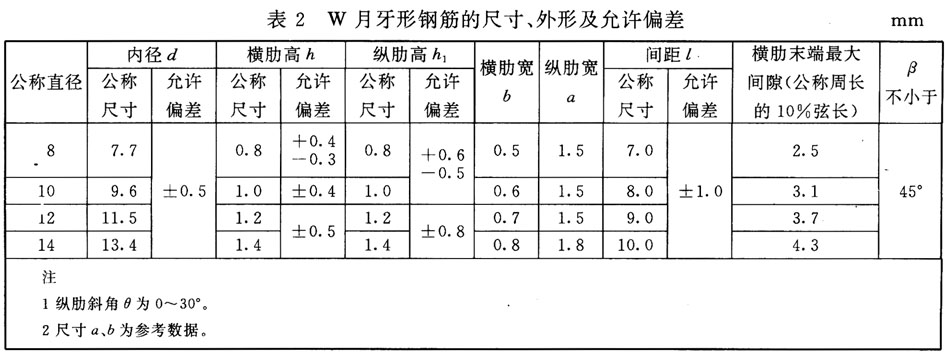
5.3.1.3 W月形钢筋的设计,除按表2要求外,横肋侧面与钢筋表面的夹角a应不小于45。。钢筋相对两面横肋末端的间距(包括纵肋宽度)总和应不大于钢筋公称周长的20%。
5.3.2 弯曲度
钢筋每米弯曲度不大于6 mm,总弯曲度不大于钢筋总长度的0.6%。
5.4 交货长度
5.4.1 通常长度
钢筋按直条交货。钢筋的长度应不小于3500 mm。
5.4.2 定尺、倍尺长度
钢筋按定尺和倍尺长度交货时,应在合同中注明,其长度允许偏差应不大于 50 mm。
5.5 交货重量
钢筋应按公称重量或实际重量交货。当需方要求保证重量偏差时,其实际重量与公称重量允许偏差应符合表1规定。
6 技术要求
6.1 原料
6.1.1 钢筋是以轧制过程中产生的废钢(包括坯)或使用过的可利用的钢材为原料。
6.1.2 不得用钢轨、钢锭切头(尾)、汤道钢、中注管、回收废旧机械零件以及卧式、敞口地条钢等轧制钢筋。
6.1.3 原料在剪切装炉前应检查分类,检查方法可采用火花鉴别法(附录A)或光谱仪鉴别法。
6.1.4 为保证有足够的压下量,坯料的最小截面厚度必须大于轧制后钢筋直径2 mm。
6.2 交货状态
钢筋以热轧状态交货。
6.3 化学成分
成品钢筋的化学成分应符合下列规定:
C≤0.32%,S≤0.055%,P≤0.050%。
如供方能保证,成品化学成分可不做分析。
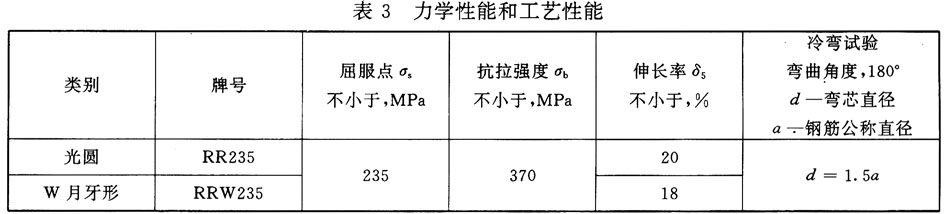
6.4 力学性能和工艺性能
钢筋冷弯试验时,受弯曲的外侧面不得产生裂纹。
钢筋的力学性能和工艺性能应符合表3规定。
6.5 表面质量
6.5.1 钢筋表面不得有裂纹、结疤和折叠等影口向使用的有害缺陷。
6.5.2 钢筋表面允许有凸块。钢筋表面上缺陷的深度和高度不得大于所在部位尺寸的允许偏差。
7 试验方法
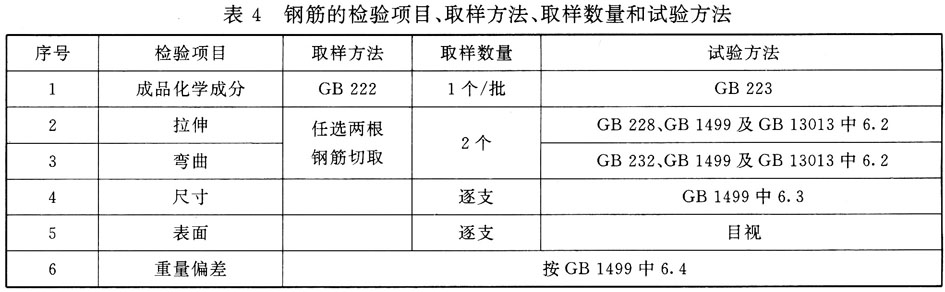
每批钢筋的检验项目、取样方法和试验方法应符合表4的规定。
8 检验规则
8.1 检查和验收
钢筋的检查和验收按GB 2101的规定执行。
8.2组批规则
由同一规格的钢筋组成一批,每批重量不大于10 t。
8.3取样数量
钢筋各检验项目的取样数量应符合表4的规定。
9 包装、标志和质量证明书
9.1 光圆钢筋应轧上明显的凸起标志。
9.2 钢筋的包装、标志和质量证明书应符合GB 2101的有关规定。
火花鉴别方法
A1 本附录适用于砂轮机对热轧再生钢筋的坯料和成品进行火花鉴别的方法。
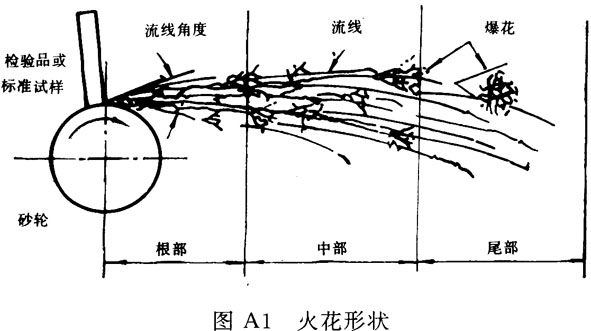
A2 火花形状及名称见图A1。
A3 设备及工作条件。
A3.1 手携式砂轮机。
A3.1.1 电动机功率在0.2 kW左右,转速2 800~4 000 r/min单相或三相电动机,电源线5A三股或四股胶质软线长50~100 m。
A3.1.2 砂轮厚为20~25 mm,直径为150 mm,粒度#46(#36亦可代用),硬度中等,材质为白刚石。必须保证在加压情况下线速度达20~30 m/s。
A3.2 一套标准牌号试样。
A3.3 备制一个能移动的暗幕或屏蔽,最少要有一个黑伞。
A4 操作要领
A4.1 准备
A4.1.1 工作人员操作前应先戴好无色平光眼镜。人站在砂轮的侧面。
A4.1.2 操作场所光线不宜太强或太弱或有反光的环境,操作时要避免风的影响,尤其不能逆风向放出火花。
A4.2 压力
当砂轮与被检品接触磨削时,要保持相对压力,压力的大小,随被检品的材质、硬度不同,压力也不同。一般操作压力为20~60N,磨削的火花束达到500 mm左右为宜。
A4.3 火花的方向以水平或者向上斜的方向飞出,观察火花的方法有向火花飞出的方向观察的迎见法和从火花的侧面观察的旁见法两种。
A4.4 观察
注意被检品表面的脱碳层、渗碳层、氧化皮层、气体切削层等部分的火花不能作为依据。
观察火花主要应注意下列事项:
a)流线(颜色、明亮、长度、粗细程度、数量);
b)爆花(形状、大小、数量、花粉);
c)磨削感觉。
A5 钢种鉴别
A5.1 进行钢种鉴别时,根据A4的操作要领进行,依据下面A6钢种的推断标准观察火花流线,爆花的特点,推断含碳量及合金元素的种类及含量,从而确定钢种。
A5.2 钢种的推断最好按A6.2顺利进行。
A5.3 按上述顺序推断钢种后,进而与推断钢标准试样火花进行比较,校正推断结果。
A6 钢种推断标准:
A6.1 推断方法:参照下面所示火花特性及火花图例,与标准试样进行比较,断定其钢种。
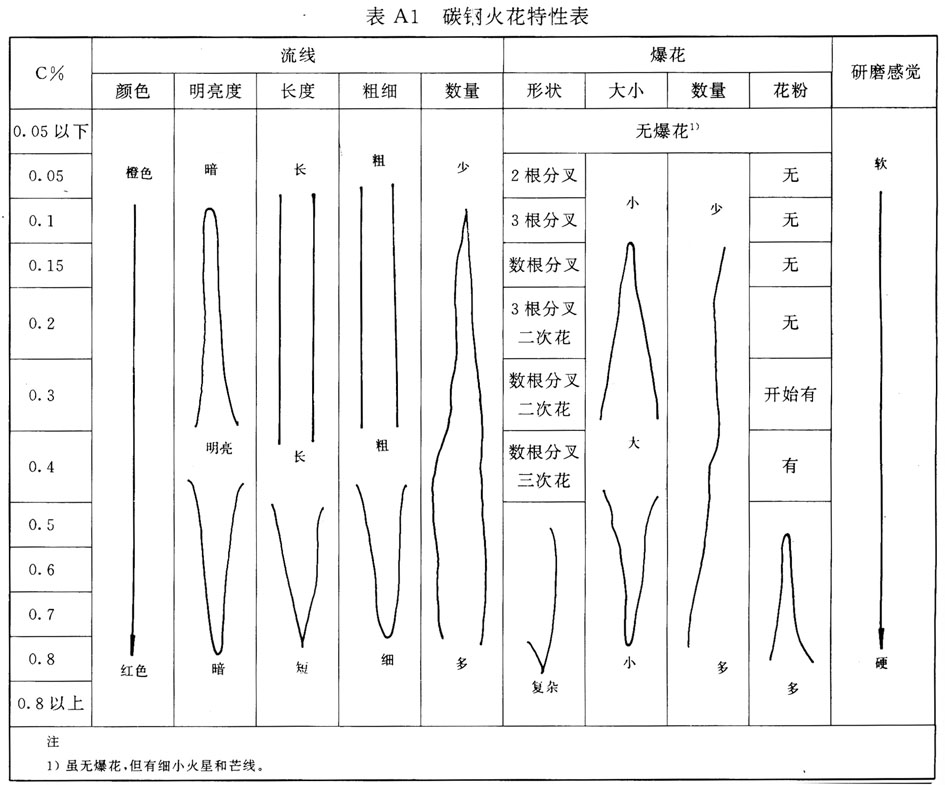
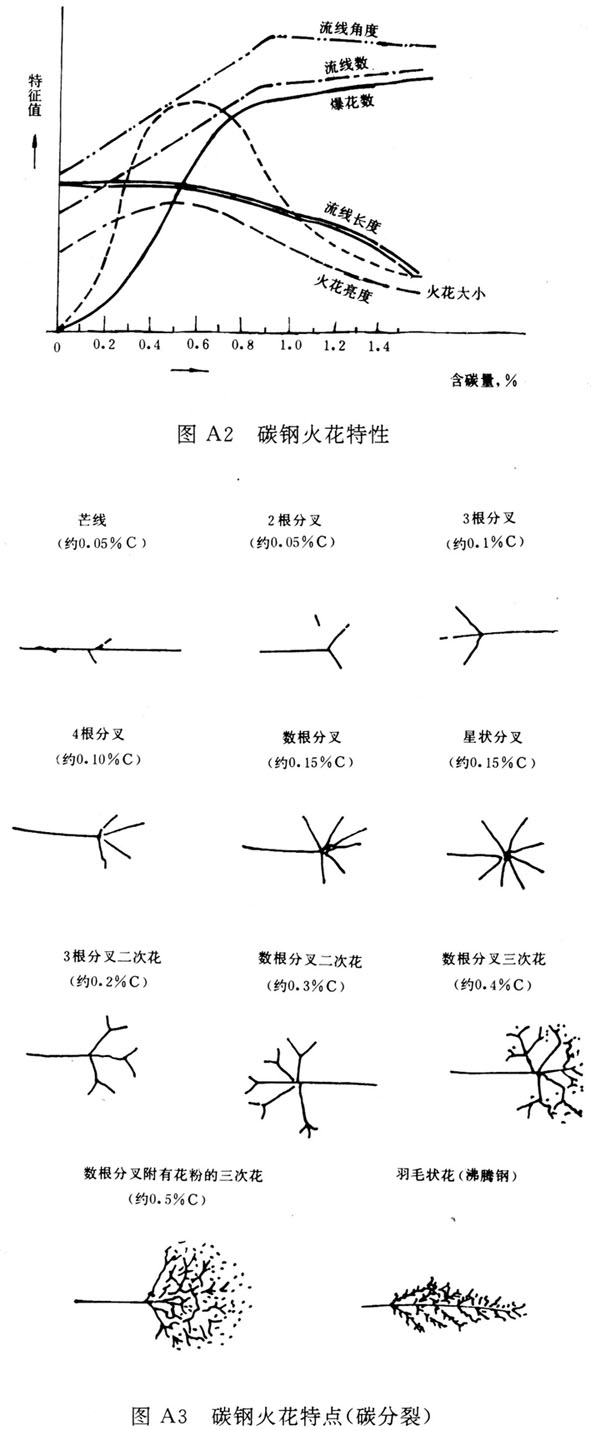
a)碳钢火花特性如表A1、图A2、图A3所示;
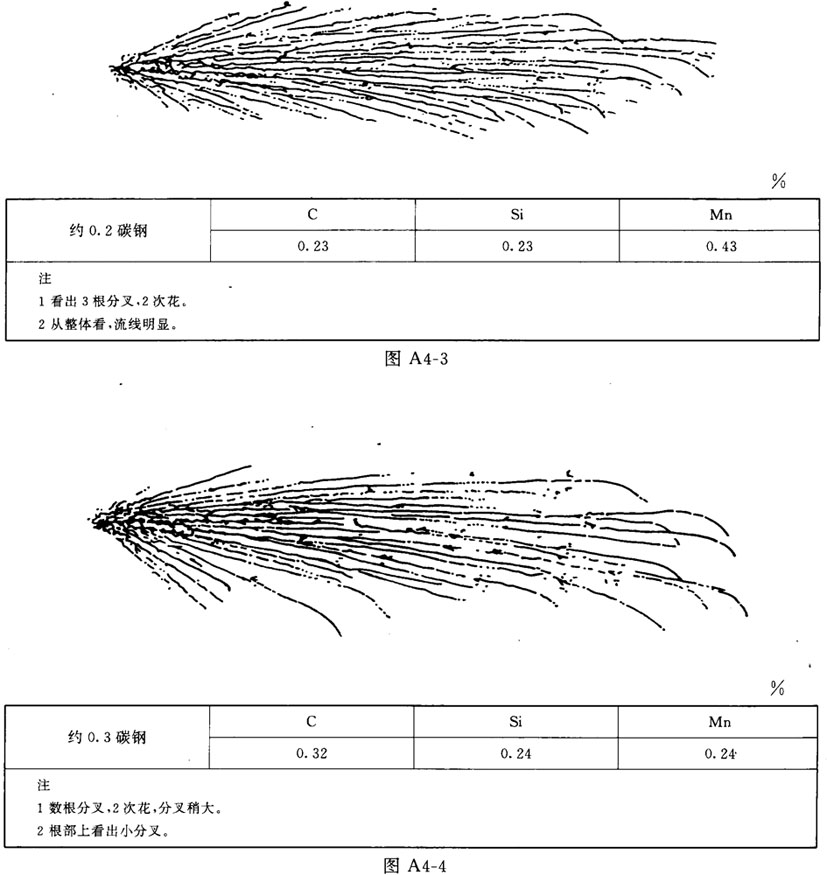
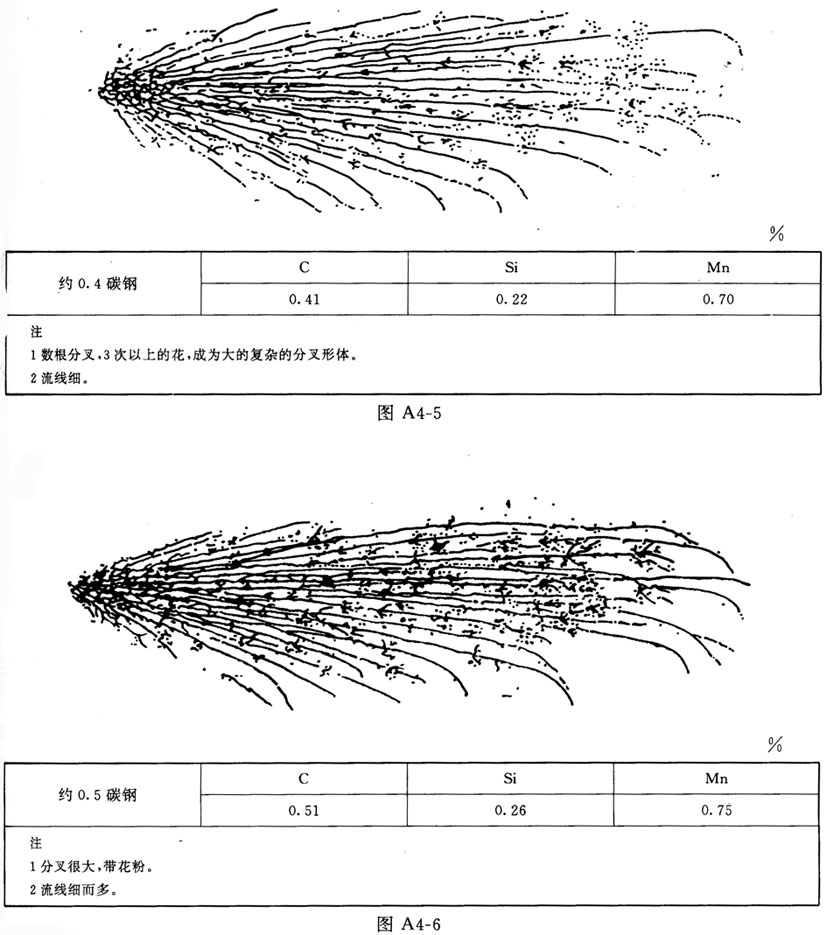
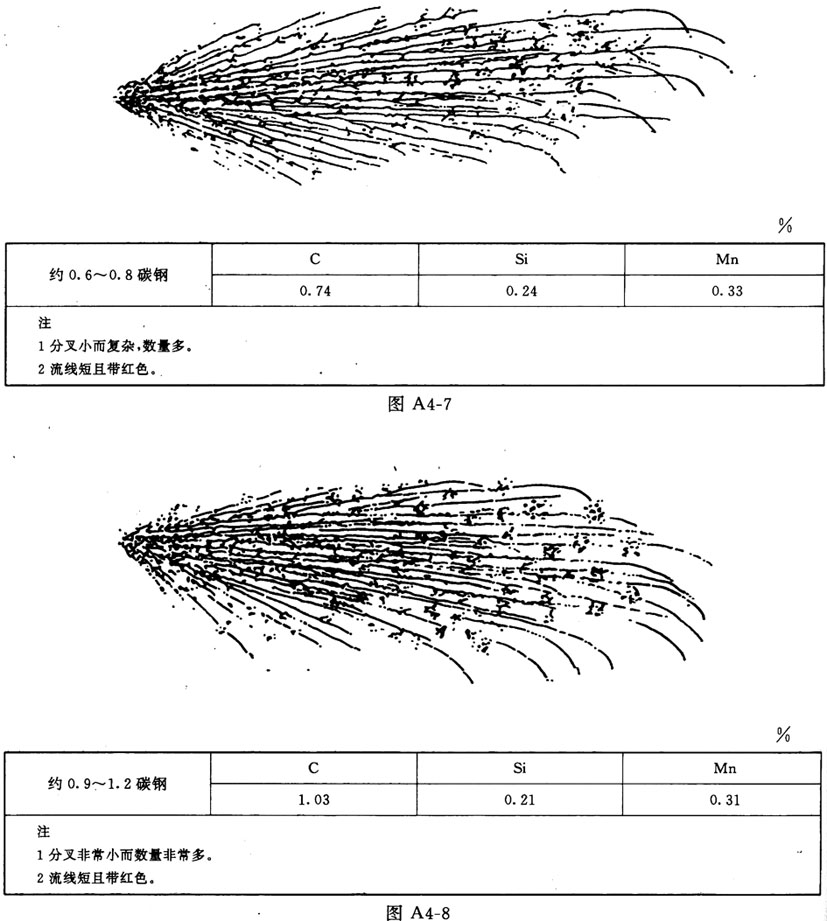
b)镇静钢的火花示意图例:图A4-(1~8);
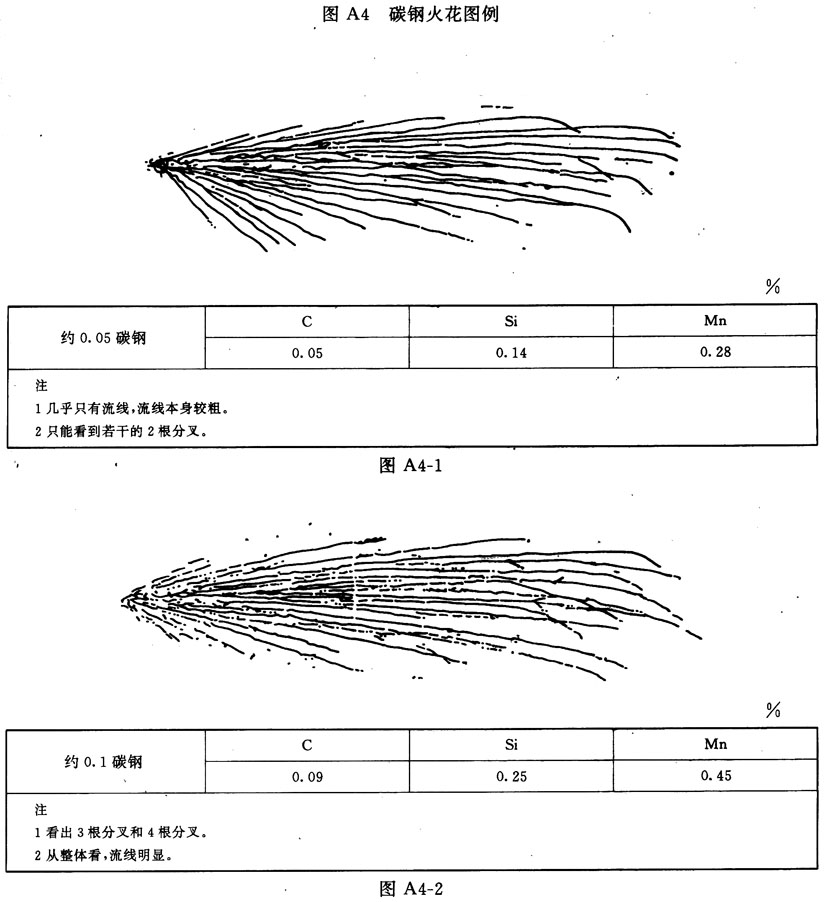
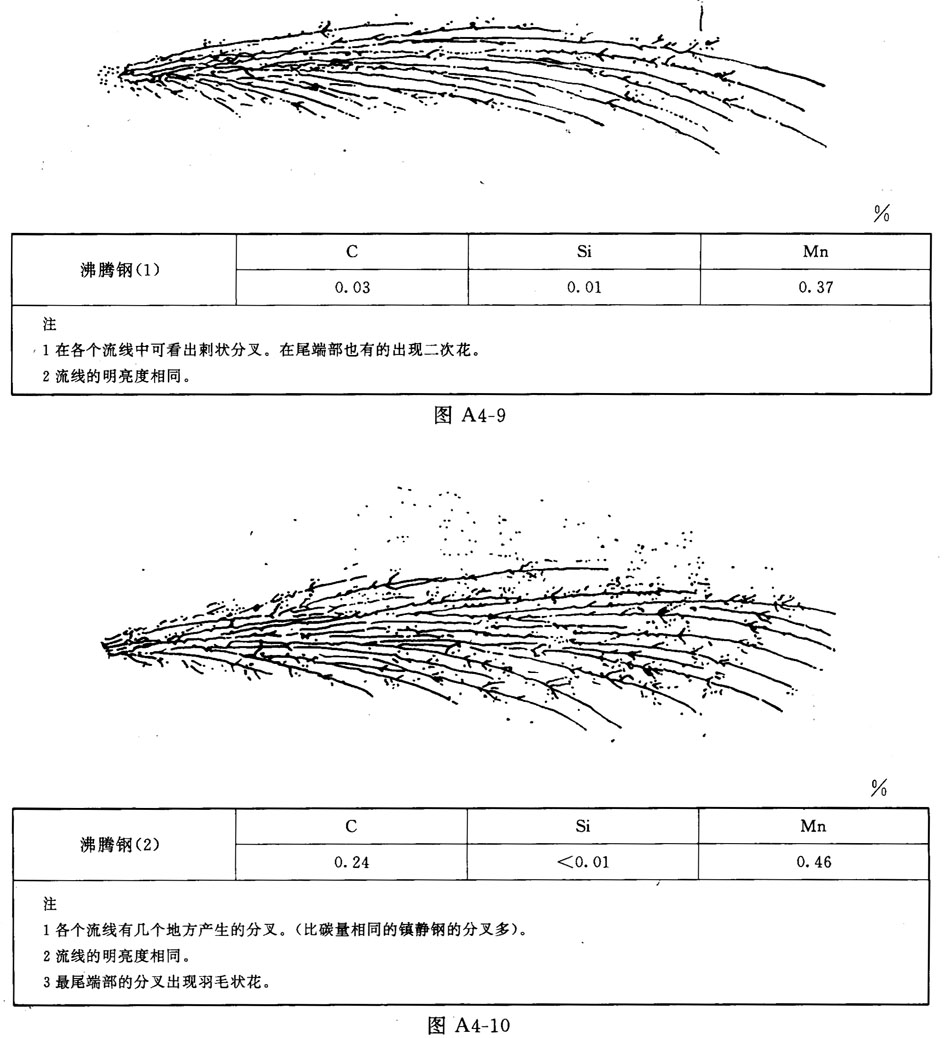
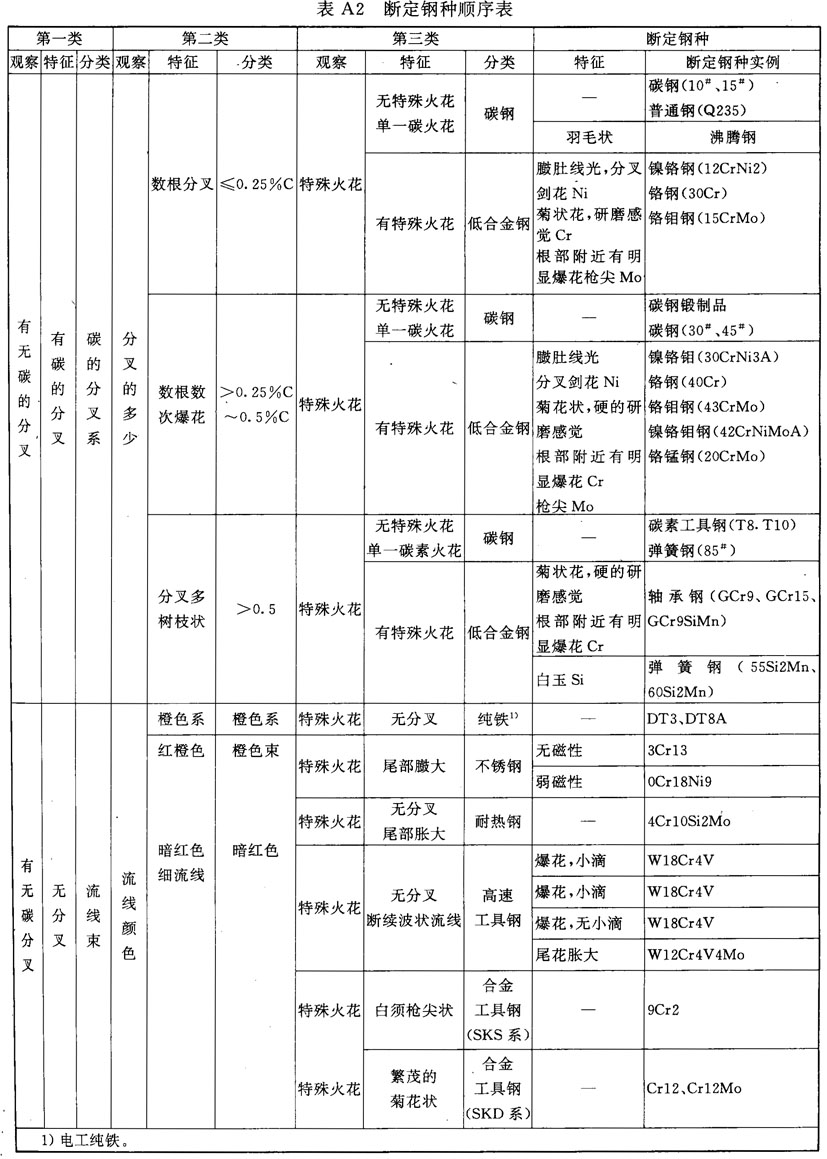
c)沸腾钢的火花示意图例:图A4-(9~10)。
A6.2 钢种推断的顺序:
A6.2.1 用火花鉴别方法推断钢种顺序,按表A2进行。
A6.2.2 碳钢、低合金钢:
a)根据碳分叉的多少推断碳含量,分成含碳量≤0.25%、0.25%~0.5%和≥0.5%观表A2的第二类)。
b)如果含碳量≤0.5%,应检查合金元素Ni、Cr、Si、Mn、Mo的存在与否,如果含碳量>0.5%,除了上述合金元素外,有可能含有W、V等合金元素,根据这些判定是碳钢还是低合金钢(见表A2的第三类)。
- [腾讯]
- 关键字:无





