
 加入收藏
加入收藏 首页
首页
提高中包寿命,降低耐材消耗
来源:郭 江 牛海云 李 荣 |浏览:次|评论:0条 [收藏] [评论]
提高中包寿命,降低耐材消耗
郭 江 牛海云 李 荣
摘要:针对济钢中间包寿命低,耐材消耗多这一现状,分析了多种影响中间包寿命的因素,采用多项措施提高中间包寿命、降低耐材消耗,经实践达到了理想的效果。
关键词:中间包;寿命;消耗;铸机;产能
中图分类号:TF724.5 文献标识码:A 文章编号:1006-9356(2009)05-0046-03
近年来,炼钢厂从整体工艺的控制出发,对转炉冶炼时间、出钢温度及连铸拉速、中包温度等进行系统化管理。在炼钢生产中,连铸生产是整个生产线的核心部分,而决定连铸生产率的重心之一则是中间包寿命,中包寿命低将导致吨钢成本增加、生产组织困难,同时热换或停浇次数多,将造成结晶器磨损严重,生产事故增加,降低钢水收得率,影响产量。为提高铸机产能,针对济钢连铸机提出了“提高中包寿命,降低耐材消耗”以达到高产的目的。
1 现状调查及分析
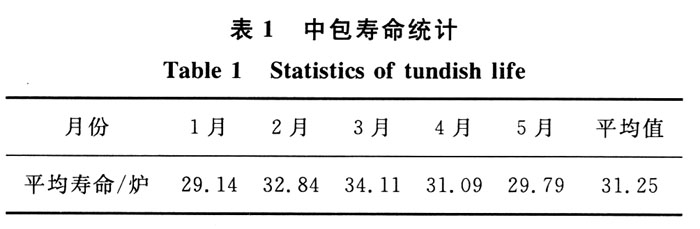
由表1可以看到措施实施前平均中包寿命为31.25炉。
针对设备故障,从人、机、料、法、环5个方面做因果分析图,进行分析如图2所示:
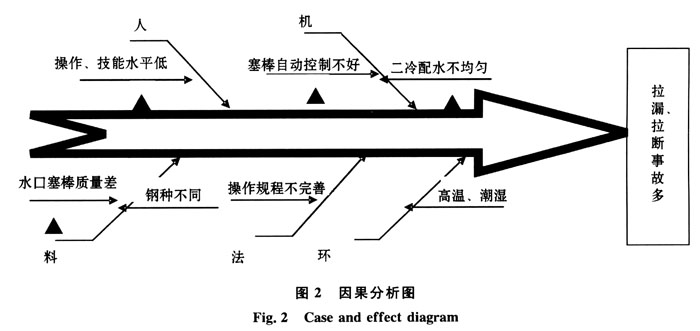
由分析汇总,确认造成中包寿命低的主要因素有:
(1)工人技术水平低;
(2)塞棒自动控制不好;
(3)中包机构须改进;
(4)耐材质量差[1];
(5)制度不健全,操作规程不完善。
3 制定对策
3.1提高工人技术水平
对原有的中包使用制度进行修改,将中包烘烤[2]要求后期大烘烤规定了具体时间为提前一炉进行;下抽风使用时间定为提前5炉使用;规定了开口度为30 mm,并用米尺准确测量做研棒操作。经修改,使此制度更趋于完善,便于执行,并同时下发至生产工段,要求各机组利用班会后学习此制度,从而提高职工业务水平,并使中包使用标准化。
3.2解决塞棒自动不好用问题
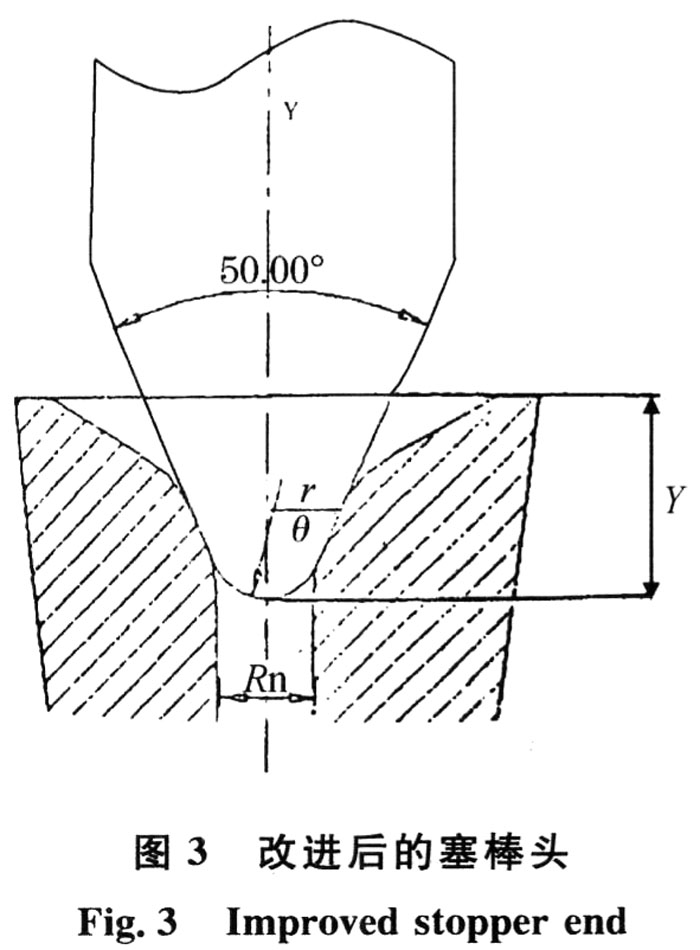
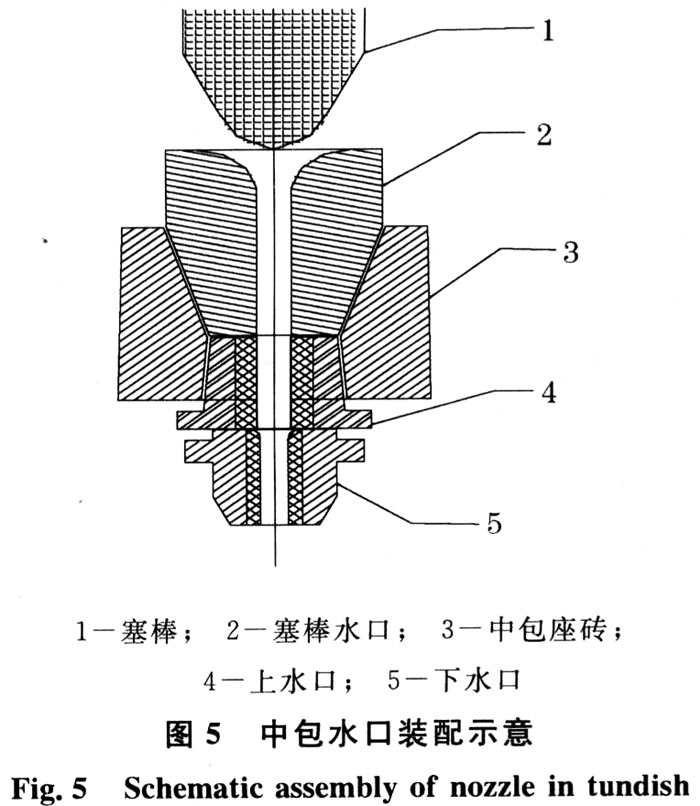
(1)塞棒设计:生产初期,塞棒头为椭圆型,虽然耐侵蚀性能较好,但开启度很小,控流不精确,工人在操作中容易出现失控事故。对塞棒形状重新设计,如图3,塞棒头由椭圆型改为斜锥型。塞棒与水口由面接触改为线接触。并保证水口与塞棒的插入深度为40 mm。这样既可以满足控流精度,又可以满足塞棒开启度的要求。
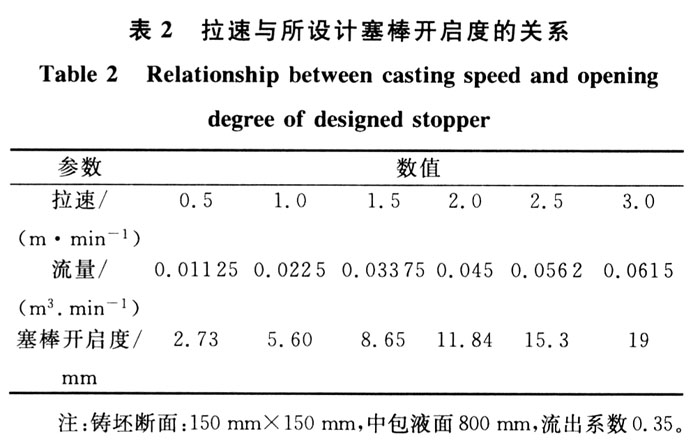
(2)理论计算出拉速与所设计塞棒开启度的关系如表2所示。
(3)由于厂家设计的自动关棒程序较多,结晶器液面稍有波动即会出现自动关棒现象,对塞棒自动程序进行了修改,取消了如下不必要的自动关棒条件,使自动使用相对正常。
①当温度过高或过低,超出要求范围(例如HRB335钢中间包温度定在1520~1530℃)时。
②当中间包液面低于要求值(满液面400 mm,最低不得低于200 mm)。
③液面波动范围较大时。
④因钢水供应节奏或钢水温度高(低)需人为降低或提高中包液面时。
3.3改进中包水口
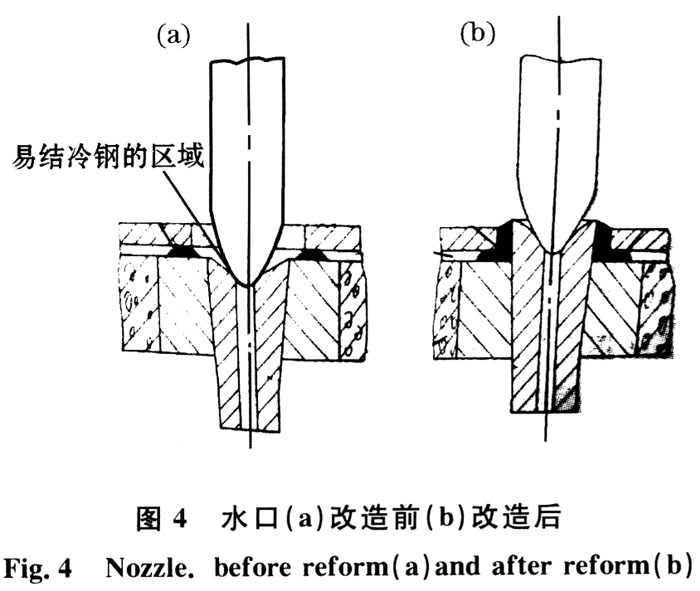
对中包水口尺寸进行修改:如图4,中包水口原来的高度为300 mm,凹于工作层底部,致使开浇时,易造成冷钢或夹杂物积于水口碗部,常常造成开浇不成功。加高水口高度为330 mm,并缩减中包工作层厚度,工艺上要求水口必须高工作层底部30~50 mm。同时要求对突出工作层的中包水口四周用耐火泥进行涂抹,以减缓对水口的侵蚀程度,起到保护中包水口作用。
塞棒丝杆进行分阶段紧固:针对塞棒使用是在高温下进行,钢质丝杆有热膨胀拉长现象。因此要求操作工顶着高温辐射去紧固机构,中包开浇前、以及每拉10炉钢水后都必须用长柄扳手重新拧紧,以防止塞棒与丝杆配合松动,造成控流不稳,出现失控事故。
3.4提高耐材质量
对各机组在使用中所存在的问题进行讲解及沟通,从而使快换中包使用技术趋于成熟,并设计出合适的定径水口尺寸。同时对西保,华冶,卫辉,东耐等厂家的耐材进行考察、试用,有的易造成塞棒棒头掉块、塞棒控流失控,有的浸入式水口使用前需要烘烤,否则易爆裂,综合考虑各厂家的生产规模及产品质量的稳定性,投用后优选了西保,东耐的上水口,西保的浸入式水口,卫辉的中水口及下水口,从而大大提高了中包寿命。
3.5健全制度,完善操作规程
(1)塞棒研棒制度规范化。
(2)针对人为换包,影响中包平均寿命这一现象,制订了《中包寿命奖励制度》。
(3)塞棒中包烘烤上结合厂煤气烘烤条件,制定《塞棒中包烘烤制度》,要求塞棒中包烘烤温度在开浇前必须达到850℃以上,中包水口使用下抽风进行烘烤,开浇前下水口处于发红状态,并将以上两点纳入工艺管理考核制度。
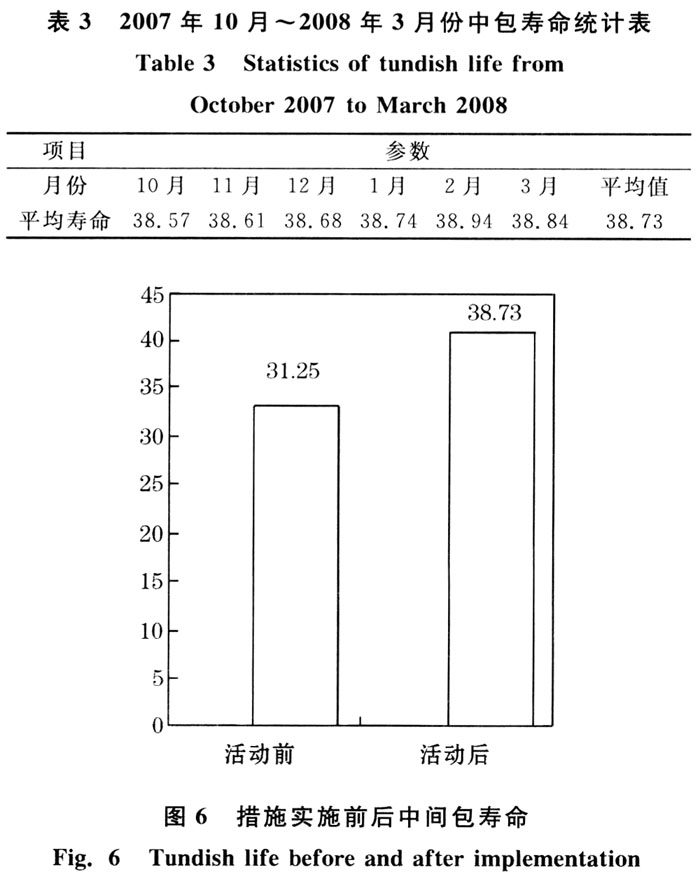
4效果检查与分析
由表3与图6可以看出,中包寿命由2007年1~4月份的平均31.25炉提高到了38.73炉,且10月份以后中包寿命均稳定在38炉以上,圆满完成了攻关任务。
5 结语
(1)对工人的理论培训保持持之以恒,实际操作标准化。
(2)继续推广使用塞棒 快换中包。
(3)继续与耐材厂家沟通,进一步稳定耐材质量。(4)中包管理形成标准化,并纳入JG/ZYS-16C《作业指导书之二管理制度》中,安排专人负责监督实施。
参考文献
[1] 张新建.降低钢铁料消耗的探讨与实践[J].钢铁研究,2002,(1):1l
[2] 闫兴田.济钢第二炼钢厂炼钢工艺系统优化实践[J].山东冶金,2003,增刊:35.
[3] 李法兴.莱钢特钢厂降低中间包耐材消耗的措施[J].山东冶金,2003,增刊:56.
- [腾讯]
- 关键字:无





