
 加入收藏
加入收藏 首页
首页
改善八钢烧结混合料制粒效果的实践
浏览:次|评论:0条 [收藏] [评论]
改善八钢烧结混合料制粒效果的实践 冶飞 (宝钢集团八钢公司炼铁分公司烧结分厂) 摘要 运用过程失效模式分析、正交试验设计、回归分析等质量改进手段,找出了影响八钢新区两台265m2烧结机…
改善八钢烧结混合料制粒效果的实践
冶飞
(宝钢集团八钢公司炼铁分公司烧结分厂)
摘要 运用过程失效模式分析、正交试验设计、回归分析等质量改进手段,找出了影响八钢新区两台265m2烧结机混合料制粒效果的关键因素,并在此基础上采取相应改进措施,使混合料中+3mm粒级从原来的67.3%提升至70.2%,烧结机利用系数明显提高。
关键词 混合料制粒效果 过程失效模式分析 正交试验设计 回归分析
1前言
八钢烧结厂新区现有2台265m2烧结机,其混匀制粒系统设计采用两段混合、制粒工艺,各选用1台Ø4.0×20m低架式齿轮传动混合机;配置了炼钢污水和清水添加系统,以及补充添加水10%~20%的加水系统,利用红外线水分自动测量装置测量并控制混合机出料水分,同时给制粒机添加水提供基准数据[1];两个生石灰槽下均采用了生石灰消化器。
由于八钢烧结所用含铁原料是以细磨铁精矿为主,其混合制粒效果好坏,对生产影响非常大。为了进一步提高烧结矿产质量,我们对影响制粒效果的诸因素及其相互关系进行了系统分析和研究,从中找出了需优先改进的几个主要因素,并实施了相应整改,取得了很好的效果。
2影响制粒因素的过程失效模式分析
根椐烧结工艺流程各关键工序,结合人、机、料、法、环、测六个方面进行分析,找出影响混合料制粒效果的可疑因素共19个。再根椐关联图法,对这些因素进行分析,找出10个最末端因素。
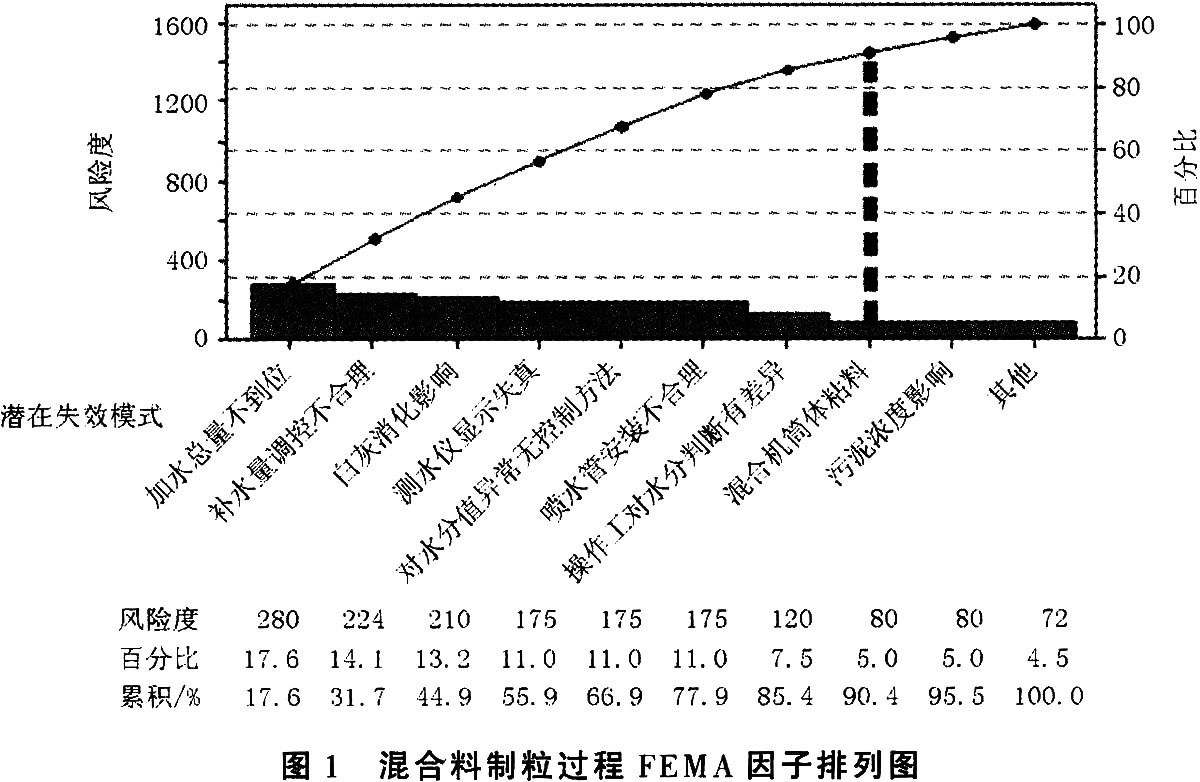
就这10个末端因素各自对混合料制粒效果影响的潜在失效模式进行分析,确定各因子的严重(serious)度(S)、发生(occur)频度(O)和不易探测(detection)度(D),得到风险优先数(RPN)值(即:S、O、D三项之乘积)。然后,通过FMEA因子排列图分析,从中筛选出了8个需要优先改进的因素(如图1所示)。
3改进措施及效果
3.1改进加水总量及混合、制粒补水调控
对于混合料加水总量和混合、制粒补水量调控因素,拟通过正交试验确定加水控制参数的最优组合。考虑到目前工艺控制是先稳定消化加水量和混合加水量,制粒加水量是通过输入制粒水分目标值和上料量,然后根椐混合水分反馈值自动计算得出。因此,我们设计了三因素三水平正交试验,针对加水总量、制粒加水比例和混合水分值等主要的混合料水分控制因素进行了研究。
3.1.1正交试验因素和水平的设计
设计采用标准型三因素三水平试验,不考虑交互作用,因此选用L9(34)标准正交表。三因素共占四列,因有一空列,可以作为试验误差,以衡量试验的可靠性。试验指标(结果)为烧结混合料制粒后+3mm的比例和烧结机利用系数。正交试验的因素和水平设计列于表1。
3.1.2试验结果
正交试验结果列于表2。其中,烧结机利用系数是按本厂成品皮带秤的实测值,以取样时间的台时产量为核算单位,计算得出。
3.1.3对指标一的分析
对制粒后+3mm比例的极差和方差分析结果分别列于表3和表4。其中,方差分析所得结果与极差分析相同,但B因子不显著。
3.1.4对指标二的分析
制粒后+3mm比例虽然可以总体反映混合料的制粒效果,但如果其中+8mm粒级的增加量过大,则不利于各项烧结技术经济指标的提升。因此,我们增加了对烧结机利用系数指标的分析。分析结果见表5、表6。
由于方差分析更准确地反映了各因子对结果影响的显著性水平,因此我们对总加水量、制粒加水比例和混合水分值进行了更严格的控制。确定在以上工况条件下,将总加水量控制在36~39 m。/h,制粒加水比例控制在13%~15%,混合水分值控制在6.4%~6.6%,将试验中制粒水分值反馈结果与最佳混合水分控制值进行对比,得出混合水分目标控制值应低于制粒水分目标值约0.7%。经对以上控制参数进行优化,制粒效果得到明显改善。
3.2改进工艺方法解决生石灰消化影响
由于主要原料磁铁精粉的SiO2含量较高,造成生石灰配比一直较高。生产中发现,大宗含铁原料的SiO2含量即使在正常情况下波动(±0.35%),生石灰配比的调整幅度也会达到±0.5%,再加上石灰活性度的波动,加水总量波动幅度将超过±3m3/h,这对混合料水分控制及最终制粒效果都会产生很大影响。为了减轻生石灰消化加水波动对混合制粒的影响,我们采取了两项措施。
3.2.1确定生石灰配比与混合料最佳水分值的回归模型
采用烘箱法测定不同生石灰配比条件下烧结混合料水分值,再对测定数据进行回归分析,找出了生石灰配比与混合料最佳水分的回归模型:
γ={[5.026+29.219×(C/W)]/100}×100% (1)
式中:γ—混合料目标水分值(%);
C—生石灰用量(t/h);
W—配料上料量(t/h)。
以上回归模型,烧结混合料水分值与生石灰配比的相关系数达0.87,判定系数为0.76,净判定系数为0.73,标准误差0.245%,对线性拟合图的分析也表明拟合度较好。模型的方差分析和系数检验列于表7和表8。由表7可知,生石灰配比对混合料水分值影响显著。
经实际生产验证,以上回归模型的适用范围在生石灰配比5.4%~9.7%之间。
利用该模型,我们列出了各个生石灰配比所对应的混合料最佳水分值控制标准。生产中,当生石灰配比大幅调整时,便可一步将水分控制到位,避免了混合料水分的大幅波动。
3.2.2将生石灰活性和用量因素引入加水量控制
由于生石灰消化后吸收的化合水是无法用现场测水仪或烘箱法测量到的,因此,必须将此因素纳入加水量控制计算中。
根椐测定石灰活性度的酸碱滴定法原理,得出烧结混合料加水修正式(包括混合加水计算式和制粒加水计算式)。
(1)混合加水量计算式:
β=(αW+Y+Z-unVC)/(W+Y+Z)
变换后可得:
Y={[W(β-α)+unVC]}/(1-β) (2)
式中:α—混合料原始水分值(%);
β—混合水分目标值(%),即式(1)计算结果减0.7%(根椐前述正交试验结果及制粒水分反馈值得出);
W—配料每小时上料量(t/h);
Y—混合加水量输出值(m3/h);
Z—生石灰消化加水量(m3/h);
V—石灰活性度(ml);
C—石灰用量(t/h);
u—混合消化耗水系数(经验常数,取u=1.1,不同工艺流程及混匀设备参数得出的值会不同);
n—常数(ml﹣1),取n=0.00072。
(2)制粒加水量计算式:
γ=[βˊ(W+Yˊ+Z)+X-vnVC]/(W+ X+Yˊ+Z)
由上式变换可得
X=[(γ-βˊ)(W+Yˊ+Z)+vnVC]/(1-γ) (3)
式中:βˊ—混合水分反馈值(%);
γ—制粒水分目标值,即式(1)计算结果;
X—制粒加水量输出值(m3/h);
Yˊ—混合加水量反馈值(m3/h);
v—制粒消化耗水系数(经验常数,取v=0.102923,不同工艺流程及混匀设备参数得出的值也会不同)。
通过以上计算,找出在其它原料条件不变的情况下,生石灰对混合料水分控制影响的规律:
(1)随着生石灰配比的增加,混合料湿容量增大,当生石灰配比从5.4%增加到9.7%时,每增加1%的生石灰配比,混合料湿容量增大约0.29%;
(2)在生石灰配比不变的情况下,随着石灰活性度增大,混合料加水量增加,而混合料水分值不变。
按正常生产上料量560t/h计算,石灰活性度每增加100ml:当生石灰配比为5.4%~6%时,加水量需增加2.8~3m3/h;生石灰配比为6.2%~7%时,加水量增加3.1~3.6 m3/h;生石灰配比为7.2%~8%时,加水量增加3.8~4.2m3/h;生石灰配比为8.2%~9%时,加水量增加4.3~4.7m3/h;生石灰配比为9.2%~9.7%时,加水量增加4.9~5m3/h。
通过深入分析和探讨,我们总结出了配加生石灰条件下控制混合料加水的更科学高效的方法,有效减少了生石灰配比及活性度变化引起的烧结混合料水分波动,提高了混合料制粒效果和烧结机产量。
3.3解决测水仪显示失真问题
实际生产中,水分在线测量使用的近红外测水仪对采用污泥喷浆及生石灰配加工艺产生的带薄膜的小颗粒物产生的反光干扰表现极不稳定,特别是当生石灰配比或活性度发生改变,造成皮带上物料粒度变化较大时,测水数据会出现大范围漂移,对混合料水分控制和最终制粒效果造成较大影响。
经查找有关资料和向厂家咨询,同时结合现场勘查,我们找到了影响测水仪工作稳定的关键因素:①空气吹扫气源未经干燥、过滤处理;②空气清洁窗安装有问题,未加装密封“O”形圈;③安装高度太高;④连接线缆太长,存在线圈干扰问题;⑤关键点测水仪工作环境温度过高。
针对以上影响因素,我们逐条进行了整改:①加装疏水阀,并利用中间储气罐定期对压缩空气进行排水、排杂质处理;②空气清洁窗加装密封“O”形圈;③将测水仪安装高度下调到合适位置,并在测水仪前加装了刮料板保护;④剪掉多余的连接线缆,消除线圈干扰;⑤对关键点测水仪加装外置风扇,加强通风。
实施这些措施后,测水仪显示失真问题得到了较好解决。
3.4重新设计和安装混合机喷水管
针对本厂两段式混合的工艺特点,重新设计了混合机喷水管,取消了贯穿于简体的主钢丝绳,缩短了喷水管长度,对喷水孔的位置和数量进行合理布置(见图2),使混匀制粒效果大为改善。
3.5制定混合水分值异常的操作预案
1)当水分值在半小时内异常波动超过0.3%时,操作工立即到现场确认并及时调整制粒水分设定值。具体现象及操作方向如下:①混合水分值下降,观察混合测水仪处物料,如粒度变大,颗粒料增加,则增加混合加水量1.5~2m3/h,制粒水分设定值相应下调0.10%;反之,若物料呈粉状较干,则及时增加混合加水量和制粒水分设定值;②混合水份值上升,如皮带上颗粒料无明显变化,则减少混合加水量1.5~2m3/h,制粒水分设定值相应上调0.10%;反之,若物料呈粉状较干,则及时增加混合加水量和制粒水分设定值。
2)用烘箱法定期检验测水仪的测量误差,并及时调整。
以上措施的实施,使制粒自动补水程序的稳定性大为提高。
3.6其它措施
1)加强岗位操作培训,提高岗位工人按规程操作的统一性,以及对异常情况的处理能力,减少人为操作及异常波动造成的影响。
2)每月小修停机时,均对混合机和制粒机进行清理,减少筒体粘料。
4结语
在实施一系列改进措施后,再次对混合料制粒过程进行失效模式分析,发现各因素的风险优先数值明显降低,改善有效。混合料水分稳定性大大提高,其月标准差从0.36%降到0.27%,制粒后+3mm粒级比例从67.3%提高到70.2%,烧结机利用系数从2009年的1.357t/(m2·h)提高到2010年上半年的1.458t/(m2·h),产量明显提高,效果显著。
参考文献
[1] 杨恒元.八钢265m2烧结机工艺设计特点.新疆金属学会炼铁学术年会.2008,7.
根椐显著性水平0.05,自由度8,查t分布表得t临界值为2.306,也证明影响是显著的,并计算出理论上的绝对置信区间在±0.3%以内。
对烧结机利用系数的方差分析所得结果与极差分析略有不同,方差分析显示,B因子排序在C因子之前。但最优组合仍然是控制总加水量36~40m3/h,混合水分值6.8%~7.2%及制粒加水比例13%~15%。
分析结果表明,控制总加水量在36~40m3/h,混合水分值为6.8%~7.2%,制粒加水比例为13%~15%,是混合制粒最优加水组合。
试验期间,混匀铁料精粉率为58%~64%,含水率基本稳定,其它条件是:上料量560~580t/h,混合机转速7.5r/min,填充率13%~14%;制粒机转速6.85r/min,填充率11.2%~12%;生石灰配比6.8%~7.6%,活性度280~300ml,使用污水消化生石灰,消化污水用量不变,制粒水分值反馈参考。
延伸阅读
- 上一篇:烧结提产的生产实践 下一篇:邯郸地区自熔性精矿粉配加多种进口矿烧结研究





