
 加入收藏
加入收藏 首页
首页
改善攀钢6号烧结机横向烧结均匀性的措施
浏览:次|评论:0条 [收藏] [评论]
改善攀钢6号烧结机横向烧结均匀性的措施 何 斌 (新钢钒股份有限公司炼铁厂) 摘 要:针对攀钢6号烧结机混合料成团,分散性及混匀度差,导致台车布料时横向不均匀,影响烧结过程…
改善攀钢6号烧结机横向烧结均匀性的措施
何 斌
(新钢钒股份有限公司炼铁厂)
摘 要:针对攀钢6号烧结机混合料成团,分散性及混匀度差,导致台车布料时横向不均匀,影响烧结过程和烧结矿质量的问题,通过在精矿圆盘后安装平料板、梭式皮带前安装反射板、控制合理的大矿槽料位,高炉返矿仓安装料位计等措施,使物料分散度提高,台车上横向的混合料粒度偏析减小,烧结机操作稳定性改善,烧结矿产量增加。
关键词:烧结 分散度 均匀性 标准偏差
l 前 言
对烧结机布料而言,如果混合料矿槽中混合料的粒度、水分、堆密度、化学成分尤其是混合料固定碳能保持一致,那么无论是采用辊式布料器还是反射板布料器,在台车横向上形成的混合料偏析(包括粒度、水分、堆密度、混合料固定碳等)总是有规律的,这种理想的布料状态对保持台车横断面混合料垂直烧结速度的一致性是非常重要的,这样才能最大限度地保持烧结机操作的稳定,减少“过烧”和“欠烧”,提高烧结矿产质量。攀钢烧结厂由于没有混匀料场,而6号烧结机(有效烧结面积173.6 m2)台车宽度有2.8 m,加之没有缓冲矿槽,只有烧结机机头的混合料大矿槽,矿槽落差大,原料中生石灰、活性灰配比高,物料粘性大,大矿槽粘料严重,影响横向布料,实施横向均匀烧结的难度很大。
2 影响6号机横向烧结均匀性的因素
2.1物料种类多
由于攀钢没有混匀料场,而6号烧结机的用料结构是以攀精矿为主(占铁料的80%),配加了3种富矿,加上生石灰、活性灰等,新料种类达到9种;另外,再加上热返矿、除尘灰、冷返矿,配料料种达12种之多。由此,影响了物料的混匀度。
2.2精矿水分大,混合料易成团
我厂精矿水分在10.5%~11.5%。由于工艺设计的限制,精矿配料(其配比约占所有铁料配比的70%)只能设在配料室尾的2个矿槽。由于精矿配比高、水分大、呈5~150 mm的“团”状下到6配一5皮带上,其分散度很差。
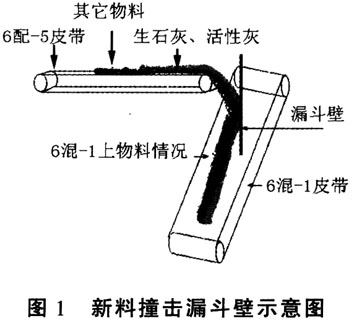
活性灰在配料室靠皮带头部11#槽处的皮带上加水消化(由于活性度高,消化时反应剧烈,产生的蒸汽急剧膨胀,容易“放炮”伤人,出于安全考虑,不宜采用普通的配消器消化);生石灰在配料室靠皮带头部12#槽处的配消器内加水消化。活性灰消化时间短,为了确保消化充分,加水量较大(水温70~75℃),一般按活性灰用量的50%加水(理论加水量是32%),如:活性灰用量为7 t/h,那么加水量就控制在3.5t/h。这样做虽然能够较好地消化活性灰,但也存在另一个问题,由于水量大,水带着消化后的活性灰及生石灰(即石灰浆)“渗透”到精矿中,与其掺合在一起。当这样的配合料通过漏斗时,碰撞到漏斗壁,水分大的精矿与石灰浆就碰撞成“饼状”,然后折回下到6混一1皮带上,见图1。成“团”状的精矿与生石灰紧密掺合在一起,是导致整个物料分散度差,难于混匀的原因。检测表明,从一次混合机出来的混合料中大于15 mm的团块按照重量计算比例达5%~8%,化验结果表明其主要成分是生石灰和精矿。
水分大的精矿和石灰浆碰撞成“饼”后,垫在6混一l皮带底部,导致6混一1皮带粘料严重,皮带返回时就掉在地上,岗位工人铲料的劳动强度很大。
2.3工艺结构的限制
受工艺布局所限,6号机配料中,新料与返矿配料不在一根皮带上。铁料、熔剂、燃料等新料的配料都在6配一5皮带上,而冷热返矿配加是在后面的6混一1皮带上。6配一5皮带与6混一l皮带垂直相交,见图l。由于所有新料都配加在6配一5皮带上,这些物料通过漏斗时碰撞到漏斗壁再落到皮带上,其间进行了简单的混匀,但是冷热返矿都没有参与这一混匀过程。也就是说,新料在预先混匀时另一种大宗物料——返矿没有参与,这在很大程度上也影响物料的混匀度。
2.4 混合料矿槽容积大及梭式布料器的缺陷
6号烧结机混合料大矿槽落差大、有效容积大,可以装料50~60 t。由于活性灰及生石灰配比高,混合料粘性大,矿槽粘料严重,通常检修一周后其有效容积便减小30%左右,槽壁尤其是矿槽底部粘料造成混合料偏析,台车左右两侧混合料粒度大于3 mm(%)的比例相差10个百分点,导致台车左右两侧烧结速度差异大,如图2所示。
从图2可看出,梭式小车布置在矿槽左侧,由于小车将左侧矿槽遮住了,当小车走倒最左边时小车的头部仍然在矿槽左侧前部,岗位工人无法“清洗”矿槽下部及左侧,导致矿槽左侧底部粘料特别严重,形成“空腔”,使混合料发生自然偏析。因此,台车左侧混合料粒度比右侧粗,烧结速度快。
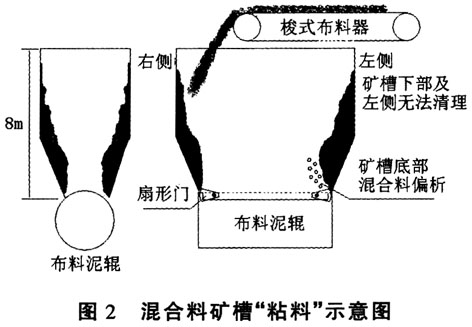
台车底部“结瘤”(因左侧烧结速度过快,台车运行至机尾时,此侧易发生过烧而结瘤)是影响烧结均匀的主要障碍,也导致看火工布料劳动强度增大。看火工为了让台车左右两侧烧结速度趋于一致,往往通过调整布料扇形门的开口度来实现,也就是让矿槽左侧多下料,且加重压料力度来抑制台车左侧混合料的烧结速度。尽管这能在一程度上减轻“结瘤”,但不能解决根本问题。
3 改善烧结均匀性的措施
3.1精矿圆盘后安装平料板
6号配料室有2个精矿圆盘(2#、3#圆盘),为了提高精矿在混合料中的分散度,在3#与4#圆盘(4#圆盘是筛加粉矿)之间设置平料板,使精矿尽可能的均匀平铺在配料皮带上。
3.2配料皮带头设反分料器
在11#生石灰槽前设置一个分料器,在配料皮带的料面上“刨”出一条“沟”、让活性灰及生石灰都下到“沟内”,同时活性灰消化水也加到“沟内”,然后在配料皮带头部靠漏斗处再设一个“八”字形反分料器,用混合料将生石灰及活性灰盖住。改造后,配料皮带上精矿与生石灰成“饼”状混合在一起的现象减轻,精矿和生石灰的分散度提高。
3.3一次混合机进口漏斗中设置散料器
在一次混合机进口漏斗中设置散料器,尽可能将成“团状”的混合物打散。这种散料器有自清理功能——一定数量的钢筋交错布置对穿过钢管,在混合料的冲击下,钢筋能够上下前后窜动,一方面可以拓宽与混合料接触的空间,另一方面清理钢筋上粘着的积料。使用后,散料效果很好,一次混合后的混合料中大于15 mm的比例控制在1%以内。钢筋的使用寿命约为1个月,更换方便。
3.4混合料大矿槽上的篦板缩短
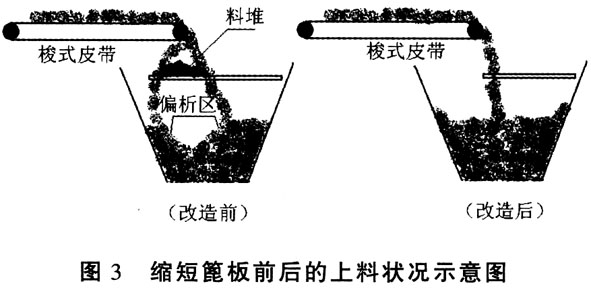
为了保证操作人员的安全,混合料大矿槽上装有篦板。但篦板上容易积料形成“料堆”,梭式皮带上料过程中在通过“料堆”时,料从一股分成两股,使矿槽内形成“凹形”料面,粒度发生偏析。经过安全审查,我们先后取消了2块500 mm的篦板,而且要求看水工及时清洗篦板,防止篦板上“堆料”,见图3。
3.5梭式皮带前安装挡料板
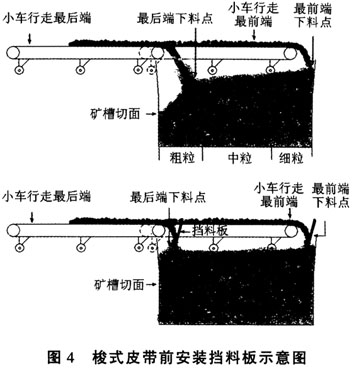
挡料板系钢板制作,与梭式小车同宽,挡料板下沿高于矿槽,以免小车走动时发生障碍,与地面倾角为80°从图4可见,梭式皮带前安装挡料板后,矿槽料面趋于水平,混合料粒度偏析大幅度减轻。检测表明,混合料矿槽左右两侧的混合料中>3 mm的比例从8%减小到2%以内,台车横向上的混合料烧结速度趋于一致。
3.6控制合理的大矿槽料位
大矿槽料位过高时,混合料在矿槽内存储时间太久,混合料小球由于挤压、料温高蒸发失水等原因被破坏,混合料粒度变差。而料位过低时,矿槽两边的粒度偏析大,烧结均匀性差。而且,料位过低还可能出现烧结机待料等现象。根据我们的经验,将大矿槽料位控制在1/3~2/3的范围内比较合理。这不仅有利于均衡稳定生产,而且混合料小球被破坏的程度小,同时有利于减小矿槽两侧的混合料粒度偏析,混合料透气性好,产量高。
3.7沟下返矿仓安装料位计
新沟下返矿仓容积小,缓冲能力小,只够使用30~40 min,料位变化大则返矿粒度偏析严重,使混合料粒度组成变化大。2008年4月,我们在新沟下返矿仓安装了雷达料位计,当料位低于1.5 m时要求原一车间打翻板倒沟下返矿。实施该措施后,沟下返矿粒度趋于稳定,促进了烧结机操作的稳定。
4 生产效果
从2008年年初以来,6号机实施上述系列改造措施后,物料分散度提高,台车上横向的混合料粒度偏析减小,横向烧结均匀性改善,料层厚度平均提高10 mm,机速加快0.015 m/min。同时,机速、料层、主管负压、废气温度、20#箱温度的标准偏差都明显降低,说明改造是成功的。改造前后相比,烧结机台时产量提高2.73t/h,按年作业时间350天计算,每年可增产烧结矿2.3万t。本次改造的成功也说明,对大工业生产而言,只有稳定才能受控,只有稳定才能提
高产量。
5 下一步的打算
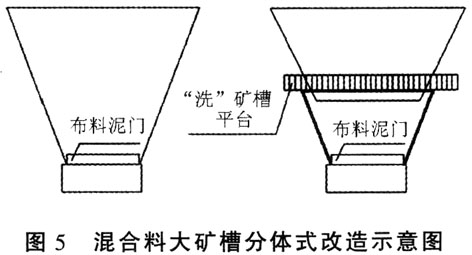
1)改造混合料大矿槽
拟将混合料大矿槽从目前的整体式改造为分体式,见图5。这样,看火工可以及时“清洗”矿槽,确保其有效容积、防止台车两侧混合料粒度偏析。
2)沟下返矿仓改为正规矿仓
此次改造虽然在沟下返矿仓安装了料位计,缓解了返矿波动对生产操作的影响,但要从根本上稳定返矿,还需要扩大沟下返矿仓的容积。这不仅有利于减小沟下返矿的粒度偏析,达到均衡稳定组织生产的目的,也有利于降低原一车间岗位操作人员频繁打翻板的劳动强度。另外,返矿仓容积扩大后,返矿皮带运行时间减少,可以降低皮带、托辊消耗以及电耗。
延伸阅读
- 上一篇:济钢一铁厂原料场的综合改造 下一篇:提高焦粉破碎质量的攻关实践





