
 加入收藏
加入收藏 首页
首页
提高和稳定链篦机-回转窑成品球团矿抗压强度的途径
来源:黄世来 杨胜义 夏征宇 |浏览:次|评论:0条 [收藏] [评论]
摘 要 本文介绍马钢第三炼铁总厂150万t链篦机一一回转窑试生产期间,对提高、稳定成品球抗压强度
摸索过程,以及实验室在马钢原料条件下对成品球抗压强度影响因素的研究情况,概述了提高和稳定链篦机-回转窑成品球团矿抗压强度的途径
关键词 链篦机一回转窑 预热 焙烧 成品球抗压
1 前言
马钢第三炼铁总厂150万t链篦机一一回转窑生产线,是马钢
2 原料条件
生产所用原料主要有凹精、东北精和卡拉加斯精矿粉,膨润土。实验室所用原料取自生产现场。
2.1 精矿的物理化学性能
2.1.1 铁精矿的化学成分

表1中所示分析结果表明,三种铁精矿中卡拉加斯精矿FeO含量低,属赤铁矿精矿,而凹精、东北精FeO含量高,属磁铁矿精矿。从铁精矿TFe含量来看,卡拉加斯精的铁品位最高,达到65.97%,而凹精铁品位相对较低,仅63.22%。因此,配加适量的进口赤铁精矿有利于提高球团矿的品位。在SiO2含量方面,东北精相对偏高,为7.7 1%,而卡拉加斯精的SiO2含量较低,为1.29%。
2.1.2 铁精矿的粒度组成

。
筛分分析结果表明,三种铁精矿一0.
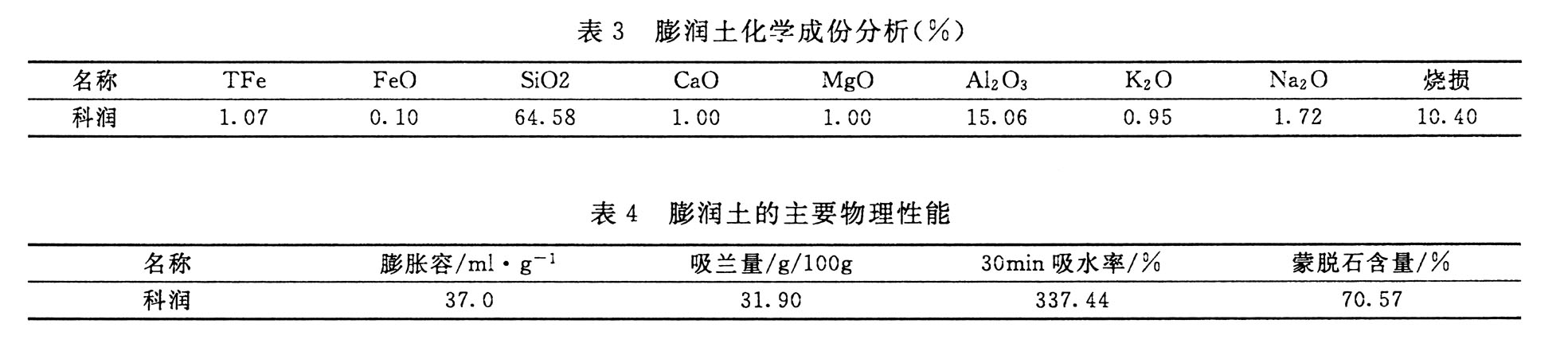
2.2 膨润土的物化性能
表3、表4所示分别为试验中所用膨润土的主要化学成分、物理性能。
3 影响链篦机一回转窑成品球抗压强度的因素分析
通过一段时间的生产实践、生产数据统计分析,以及实验室模拟生产状况下热工参数对成品球抗压强度的影响,确定了影响成品球抗压强度的主要因素有:生球质量;预热焙烧温度、时间;均热时间。通过上述因素的不断调整,逐步改善了成品球的质量指标,使得成品球的主要质量指标更加合理。下面是试生产期间成品球主要质量情指标情况

4 实验室模拟生产状态下,不同预热温度、时间对成品球团矿抗压强度的影响
球团预热主要是使磁铁矿氧化生成Fe2O3的同时,使Fe2O3之间产生微晶连接,以保证球团有足够的强度,避免球团在回转窑内运动时,因窑内球团相互机械磨擦作用产生破坏。影响预热球质量的因素有预热温度、预热时间和氧化性气氛。由于实验室管炉焙烧试验中,氧化性气氛强,因此影响预热球质量的因素主要是温度和时间。
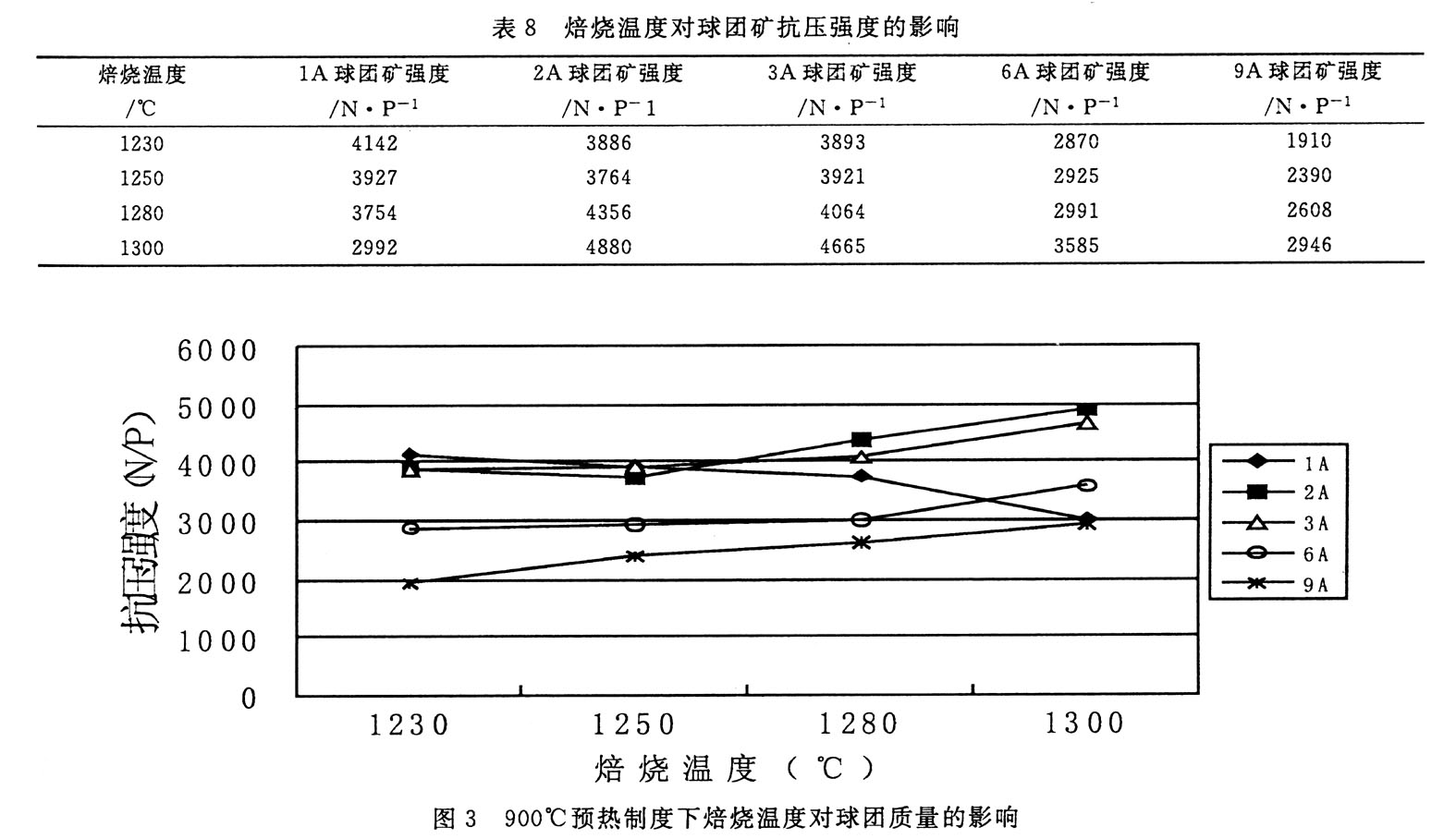
4.1 预热温度的影响
固定预热时间为12min、焙烧温度为

由表6、图1可以看出,在预热时间、焙烧温度、焙烧时间不变的情况下,随着预热温度的升高,球团矿的抗压强度呈增大趋势。
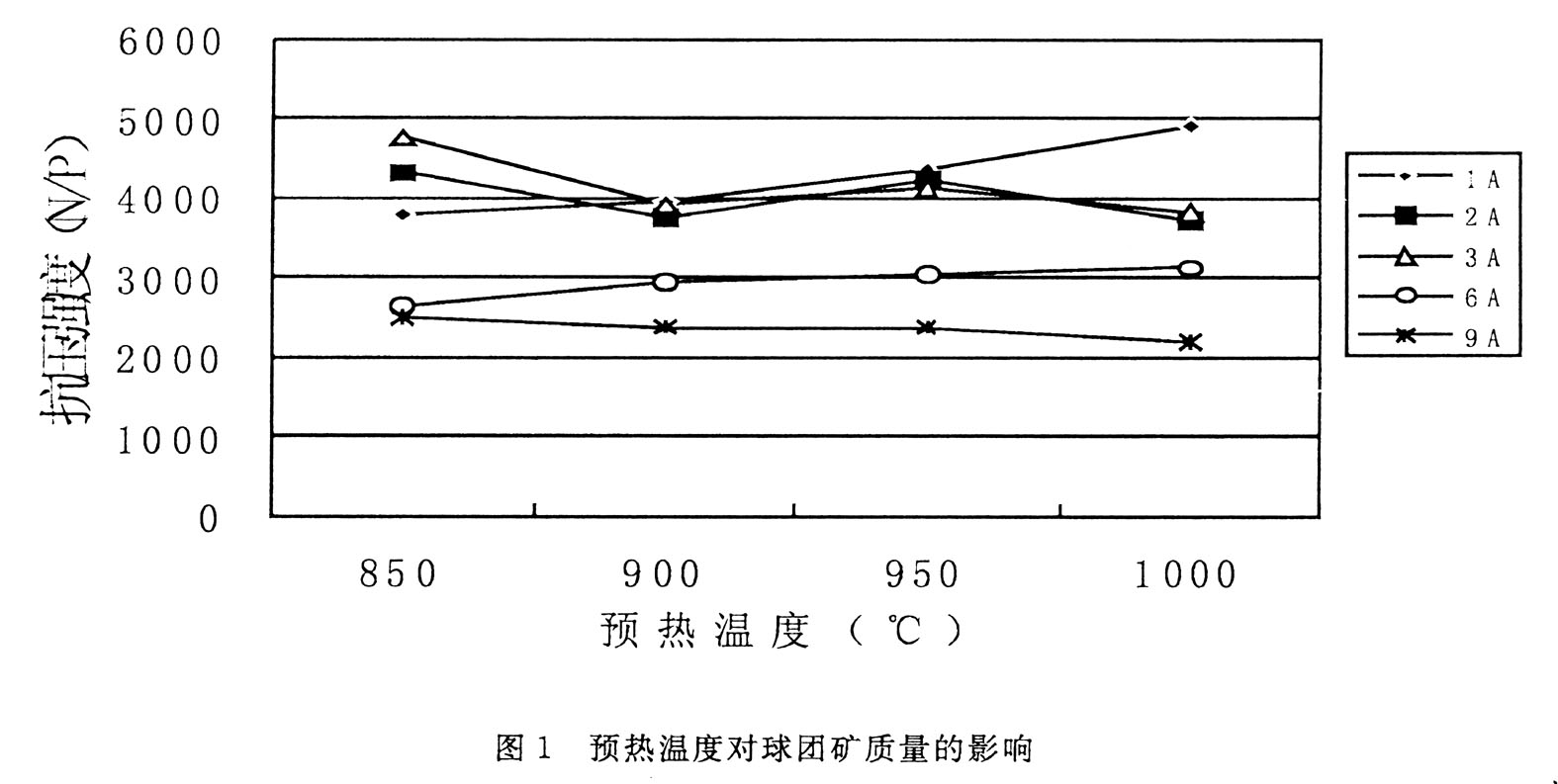
4.2 预热时间的影响
固定预热温度为
由表7、图2可以看出,在预热温度、焙烧温度、焙烧时间不变的情况下,随着预热时间的延长,球团矿抗压强度变化不明显。
5 实验室模拟生产状态下,不同焙烧温度、时间对成品球团矿抗压强度的影响
预热球的焙烧主要是促进Fe2O3的再结晶,使球团矿具有足够高的强度。Fe2O3的再结晶过程是一个固相质点的扩散过程,质点的迁移速度受原料特性及其它物化反应的影响。
球团焙烧过程中最基本、最重要的因素是焙烧温度,但焙烧过程中的高温保持时间也有较大影响,因此影响球团焙烧的因素主要有焙烧温度、焙烧时间。通常,球团焙烧温度和焙烧时间有一个适宜的范围,焙烧温度过高或过低、焙烧时间过长或过短,都会对球团矿强度以及球团生产过程产生不利影响。
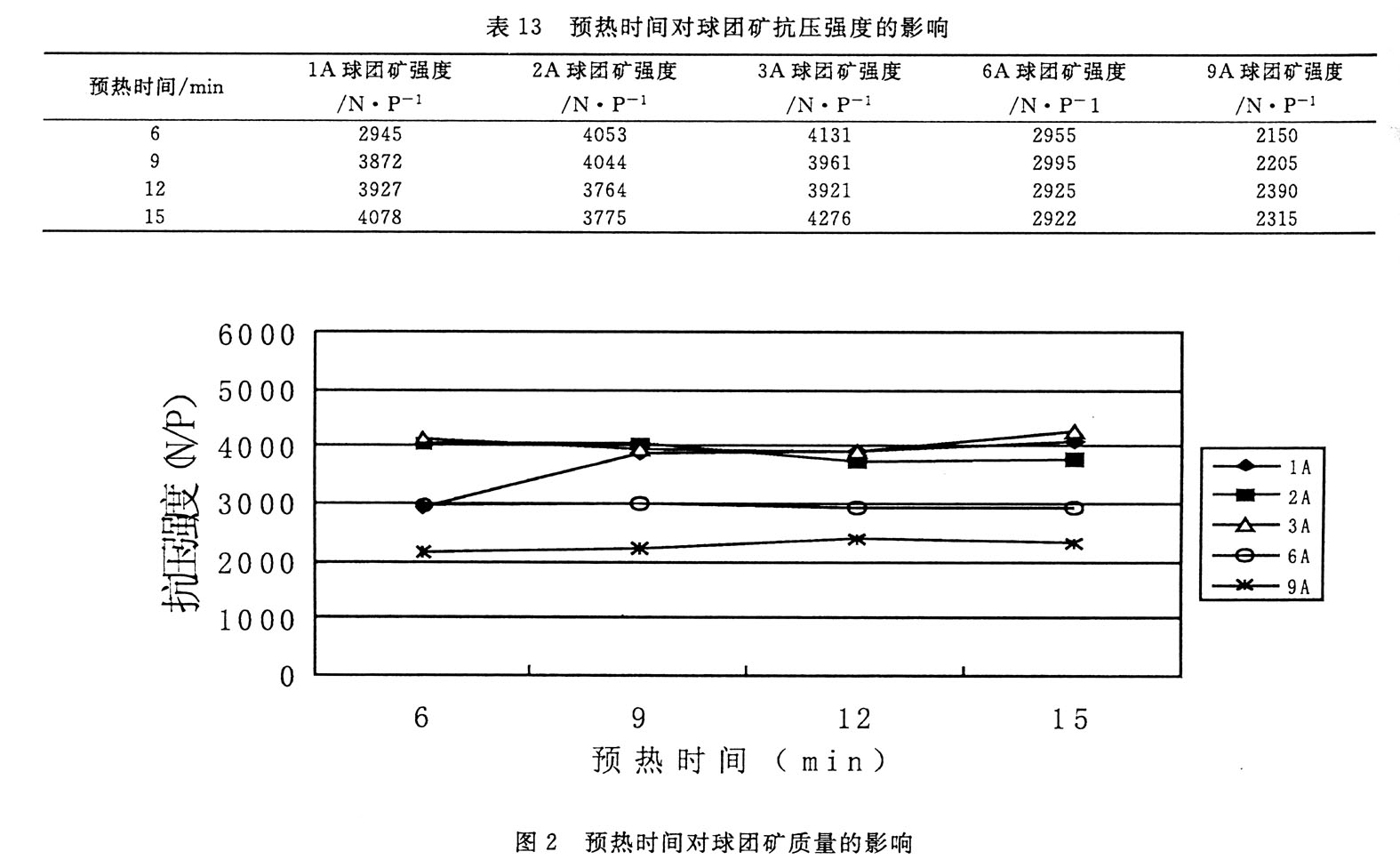
5.1 焙烧温度的影响
固定预热时间为12min、焙烧时间为18min,预热温度为
由表8、图3可以看出,在预热时间、焙烧时间不变的情况下,当预热温度
5.2焙烧时间的影响
固定预热温度为
表9、图4所示。
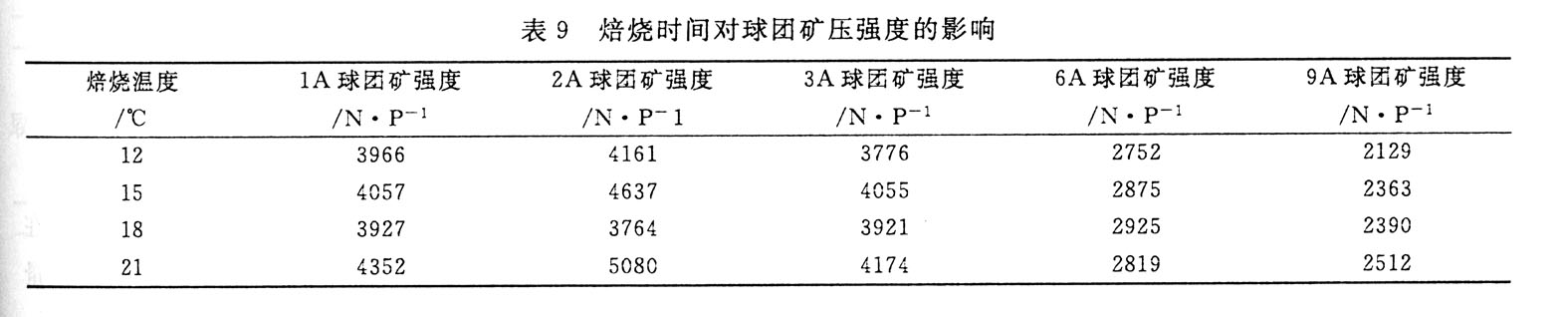
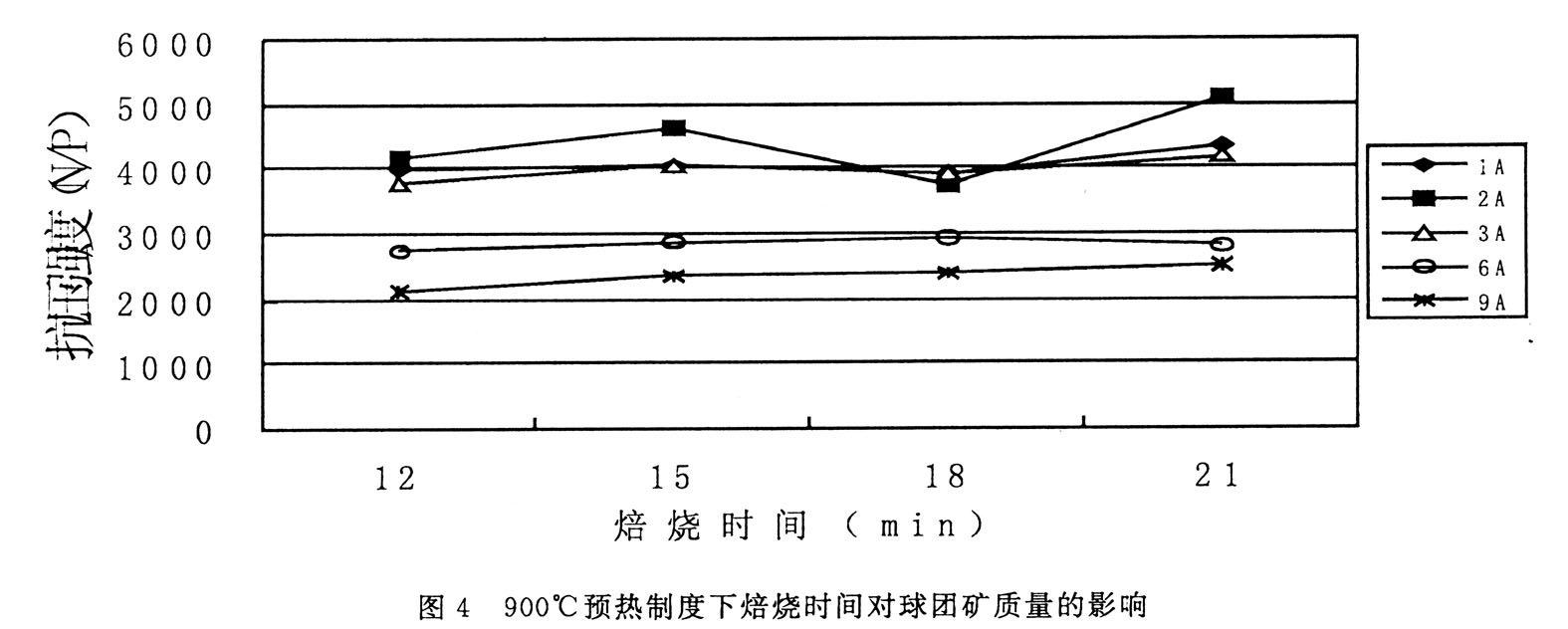
由表9、图4可以看出,当预热时间、焙烧温度不变时,在预热温度
6实际生产过程中,对环冷机的主要作用与功能的再认识
在链篦机-回转窑投产初期、我们对环冷机的主要功能与作用,没有太深的认识,仅把环冷机当作热矿冷却及热能回收利用的设备,没有充分认识到热矿在环冷机中进一步氧化、均热,从而大幅度提高成品球抗压强度的功能,以至于在相同的操作参数条件下,成品球团矿的抗压强度波动值非常大,其波动范围一般在1900—3500N之间。
为了找出抗压波动的因素,我们连续对机头干球、窑头红球、成品球的抗压每二小时检测一次,试图找出其中的原因。通过对比分析发现:机头干球、窑头红球的抗压值波动不大,而成品球的抗压值波动较大,表10为连续20天,机头干球、窑头红球、成品球的平均抗压值的检测波动范围。

对比分析认为:窑头红球与成品球都是经过相同的预热、焙烧温度与时间的,抗压值相差如此之大,唯一的区别在于冷却的速度与时间的不同,这说明环冷机的供风冷却制度对成品球的抗压值有着至关重要的影响,环冷机的作用与功能不仅仅在于冷却热矿,提供热能循环利用,从工艺的角度来说,环冷机也还是焙烧后红球的再氧化、结晶,均热、固结的重要场所,是整个链窑生产线不可或缺的工艺组成部分。
认识到环冷机在生产过程中所发挥的功能与作用,回过头来,再次分析为何在投产初期操作过程中出现抗压失控的现象,也就很容易理解了,在试生产投产后,不到一个月的时间,窑中热电偶失灵,温度检测值无显示,窑头温度显示值不准确,一直以来,系统热制度的建立,系统的操作主要参照窑尾温度与窑头负压来进行,同时对环冷机的功能与作用存在着认识上的不足,又担心环冷机跑红矿烧皮带,环冷机各段的风门开度均比较大,尤其是一段风门的过大,虽然保证了较高的窑尾温度,但是,却有效降低了实际焙烧温度,缩短了红球的均热时间,直接导致了成品球抗压值的降低。
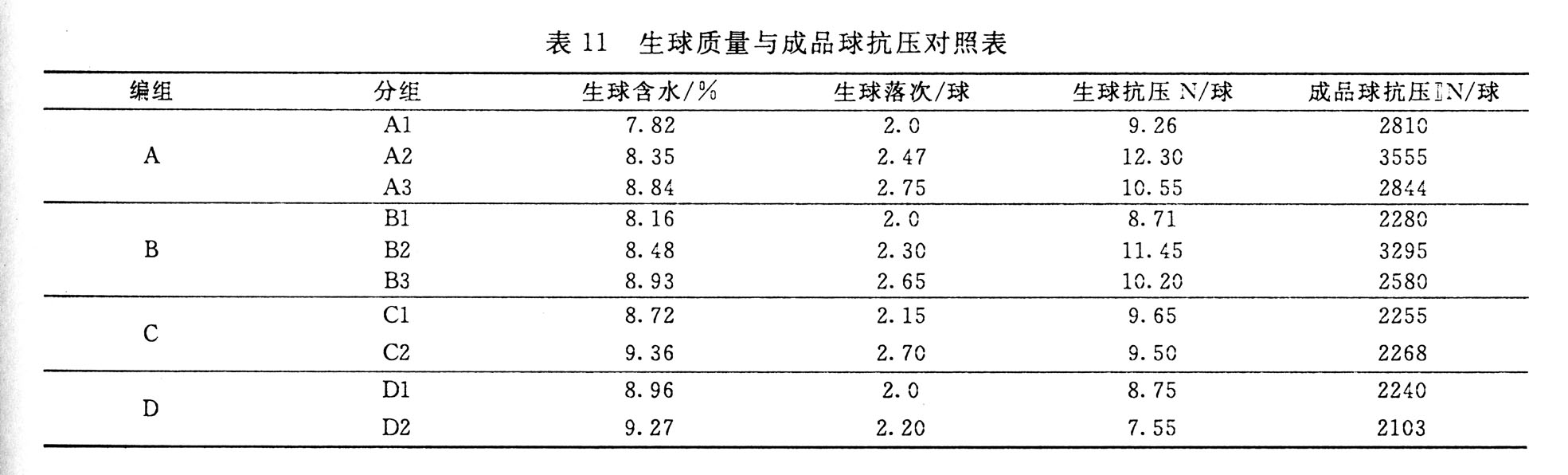
7 生球质量对成品球抗压强度的影响
投产初期,球团原料配比采用100%自产磁铁矿凹精,后逐步增加30%和40%卡拉加斯赤铁精矿。在采用100%自产磁铁矿凹精期间由于系统设备运转不稳定,经常造成停机,作业率只有69.51%,给生球质量的稳定和提高带来影响,该阶段生球水份8.06%,生球落下5.66次/球,生球抗压11.27 N/P,从指标上看,尚能满足生产需要。配加高比例卡拉加斯赤铁精矿后,生球质量变差,且成球水分升高,生球水份9.22%,生球落下2.81次/球,生球抗压9.63 N/P,个别时段生球水份达到10%以上,生球抗压只有5 N/球。实验室造球试验也验证了这个问题,见表11。表中A、B、C、D分别为配20%、30%、40%和50%卡精,其余为凹精,膨润土配比1.2%。从表11中可以看出:随卡精配比的增高,生球水分增大,生球落下和生球抗压降低。同时成品球的抗压也.随之降低。
8 提高成品球抗压强度的途径
从实验室所做的数据显示,生产中的数据统计及生产实践总结,影响成品球的抗压主要有以下因素:
8.1预热温度的影响:温度高,抗压高
8.2预热时间的影响:时间长,抗压高
8.3焙烧温度的影响:温度高,抗压高
8.4焙烧时间的影响:时间长,略偏高
8.5均热时间的影响:时间长,抗压高
8.6生球布料的均匀性及料层厚度的影响:布料均匀,料层略簿,有利于抗压的提高
8.7生球质量的影响:生球质量好,抗压强度高
通过以上途径,均可以有效提高成品球的抗压强度
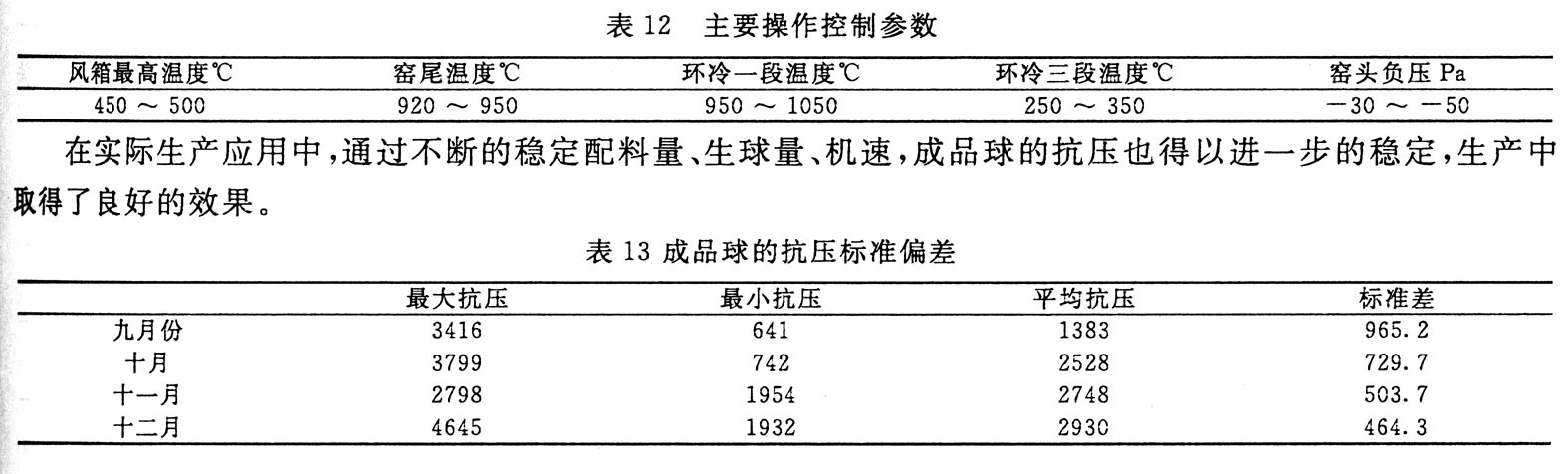
9马钢原料条件下,主要工艺操作参数的选定
在整个链篦机一一回转窑生产系统中,可以操作控制的工艺参数很多,这些参数之间都存在着相应的联系,调整一个参数,其它的参数都会有所变化,但其中的大部分参数都是随其它参数的变化而变化,因而,在实际生产过程中,只要有效地控制好其中的几个主要参数,就能够保证整个系统操作的稳定,成品球质量(物理指标)的稳定。通过实验室的模拟生产研究以及几个月的生产实践,我们初步确定了以下几个参数值,作为操作控制的主要参数。
10 目前生产中存在的主要问题
10.1皮带系统运输能力不足,设计生产能力150万t,皮带宽度B-800,运输能力有限,虽然主机生产能力仍有较大余地,但产能很难进一步提高,目前,月生产能力稳定在15万t的水平。
10.2链篦机布料不均匀,东西料层厚度相差约40~50mm,虽然摆动皮带采取了加变频调整,效果仍不理想。
- [腾讯]
- 关键字:无





