
 加入收藏
加入收藏 首页
首页
钢轨预弯工艺研究
来源:左岩,王伟,刘 鹤 |浏览:次|评论:0条 [收藏] [评论]
钢轨预弯工艺研究
左 岩,王 伟,刘 鹤
(鞍山钢铁股份有限公司大型厂,辽宁鞍山 114021)
摘 要:以鞍钢股份大型厂钢轨生产为例,介绍了长尺钢轨生产中的反向预弯工艺,分析了影响钢轨预弯效果的因素,阐述了钢轨冷却变形过程及矫前弯曲度的计算方法。
关键词:钢轨;冷却;变形;预弯
中图分类号:TG335.43文献标识码:A文章编号:1003—9996(2008)增刊2—0023—03
1 前 言
为了满足客运专线钢轨高洁净度、高尺寸精度、高平直度、高表面质量的要求,近年国内4家钢轨生产厂纷纷投巨资完成了钢轨生产的现代化技术改造。传统落后的模铸十孔型法 缓冷的生产工艺已被改造为连铸 万能法 预弯的生产工艺,并采用平立复合矫直、长尺精加工及集中检测等技术,从而使钢轨生产实现了“精炼”、“精轧”、“精整”和“长尺化”。钢轨的蕊弯效果即钢轨的矫前弯曲度直接影响矫后的平直度,鞍钢股份大型厂结合北方的气候特点和步进冷床的形式,通过理论计算和现场试验,逐渐掌握了钢轨的反向预弯工艺,可使100m钢轨的矫前弯曲度控制在500mm以内,矫后钢轨轨底的最大纵向残余拉应力控制在55~205MPa,为钢轨长尺化生产奠定了基础。
2 钢轨的自然冷却变形过程
在无外力作用下,热轧钢轨的自然冷却过程中其横截面不同部位的冷却速度及相变时间不同,从而使各部位收缩量或膨胀量不同,导致了钢轨出现反复弯曲的现象。在冷却开始阶段,由于轨底冷却较快,钢轨逐渐弯向轨底;当轨底冷却到相变温度时,其组织由奥氏体转变成珠光体,体积变大,此时,钢轨弯曲方向又逐渐从轨底弯向轨头;随着温度的继续降低,当轨头冷却到相变温度时,轨头开始相变,相应地钢轨弯曲方向又逐渐从轨头弯向轨底,直到相变结束时,弯向轨底的弯曲度达到最大;在钢轨整个断面相变都完成后的冷却过程中,由于钢轨轨头部位的温度比轨底高,因此,轨头冷却收缩量大于轨底冷却收缩量,钢轨弯曲方向又逐渐从轨底弯向轨头方向,且弯曲度不断增大,终冷后的弯曲状态为弯向轨头,即冷却后的钢轨存在矫前弯曲度。后续矫直工艺可保证钢轨的平直度,但会在钢轨内部产生较大的残余应力,而残余应力的大小直接影响到钢轨的使用寿命。随着铁路运输高速化的发展,铁路部门对钢轨的质量提出了越来越高的要求,在冷却与矫直工艺方面,除要求保证矫直后钢轨的平直度外,还对矫直后钢轨的残余应力有了限定。由于钢轨矫直后的残余应力大小与钢轨冷却后的弯曲程度有关,因此了解钢轨冷却过程的弯曲变形规律,对于制定合理的钢轨反向预弯参数,减小钢轨矫前弯曲度,最终降低矫直后的钢轨残余应力,具有重大意义。
3 钢轨自然冷却后的弯曲度的计算
以60kg/m钢轨25m定尺为例,介绍钢轨自然
冷却后的弯曲度的计算[1]。钢轨自然状态下的散
热方式主要是辐射、对流导热:
对流的热量损失△Qa为:
△Qa=α(T一Tθ)F△τ (1)
辐射的热量损失△Qε为:
△Qε=εσ{(T+273)/100)4一((Tθ 273)/100)4}F△τ (2)
高温时辐射的热量损失远远超过对流的热量损失。一般在1000%:左右温度下,对流热量损失仅占总热量损失的5%一7%。因此,只考虑辐射造成的温降,辐射温降造成的热损失为:
△Qε=-GCp△T=-VγCp△T (3)
式(3)代人式(2)得:
△T=-εσ{((T+273)/100)4一((Tθ 273)/100)4}F△τ/CpVγ (4)
上述式中,α为对流系数;σ为斯蒂芬-波尔茨曼常数,σ≈-4.88;ε为辐射系数,轧后钢轨表面光滑,取ε=0.65;F为散热面积;T,为钢轨温度;Tθ为环境温度;γ为钢轨密度。
轨底冷却最快,以轨底完成奥氏体向珠光体转变温度为准。轨底完成相变的温度为650℃,钢轨冷却开始温度为900℃,则温降△T=250℃,代人式(4)得温降时间△τ=3.25h,再将△τ值代入式(4)得:
△T轨头=153℃,T轨头=747℃
△T轨腰=245℃,T轨腰=655℃
△T轨底=650℃,△T轨头=735℃,△T轨腰=655℃
时,各部分的收缩量计算如下:
△L轨头=αL(T2一T1)=13×10-6×25×103×(900—747)=49.7mm
△T轨腰=αL(T2一T1)=13×10-6×25×103×(900—655)=79.6mm
△L轨底=αL(T2一T1)=13×10-6×25×103×(900—650)=81.2mm
上述式中,a为钢轨的线膨胀系数;L为钢轨原长度;T1为温降后钢轨的温度;T2为温降前钢轨的温度;△L为长度变化。
奥氏体向珠光体转变完成后体积膨胀引起的长度变化:
△L轨底={(α铁素体+α渗碳体)一α奥氏体}L△T={(14.5 12.5)一23.0}×10-6×25×103×250=25mm
△L轨腰={(α铁素体+α渗碳体)一α奥氏体}L△T={(14.5 12.5)一23.0}×10-6×25×103×245=24.5mm
轨底、轨腰的实际收缩量为:
△L轨底=81.2—25=56.2mm
△L轨腰=79.6—24.5=55.1mm
此时钢轨处于中问平直状态,轨底、轨腰不能再发生塑性压缩变形,轨头尚未完成奥氏体向珠光体转变,塑性较好,为适应轨底变形使钢轨达到平直,轨头被迫发生与轨底相同收缩量(产生一定量的塑性变形)。即在过渡平直状态时钢轨整体长度为L0=25000-56=24944mm。
轨头继续冷却收缩,由于轨底、轨腰已不能产生塑性压缩变形,为适应轨头的收缩,轨底产生弹性拉伸变形,钢轨向轨头方向弯曲。温降引起的轨头长度变化:
△L轨头0=13×24944×(747—650)=31.4mm
奥氏体向珠光体转变完成后体积膨胀引起的轨头长度变化:
△L轨头0={(d铁素体 d渗碳体)一d奥氏体}L△T={(14.5 12.5)一23.0}×10-6×24944×97=9.7mm
sinθ=(31.4—9.7)/(2×176)=0.0619
矫前弯曲度△h为:
△h=27944tgθ/2=773mm
4 预弯形式、预弯参数及影响因素
钢轨反向预弯工艺是指在钢轨冷却开始时采取一定的措施将钢轨反向弯曲,使其弯曲方向朝向轨底方向,随着冷却的进行,人工施加给钢轨的初始反向弯曲度不断减小,到完成冷却时,钢轨正好变得平直,这就达到了控制和降低钢轨矫前弯曲度的目的。
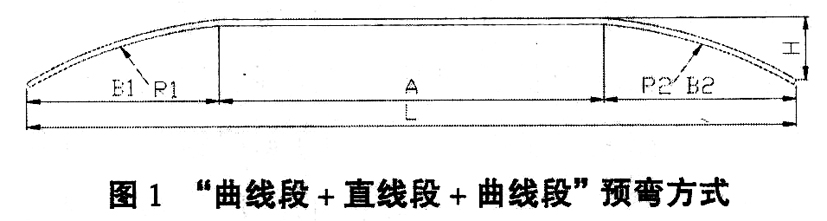
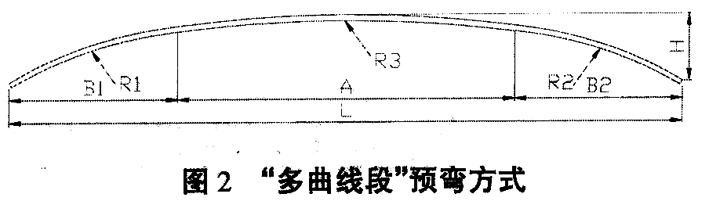
目前长尺钢轨的冷却台架都采取步进式,为了实现钢轨的反向预弯,在冷床人口前端设有反向预弯机构,该机构一般由30~35组预弯车组成,当预弯车将钢轨送入冷床时,中间部分预弯车前进速度较快,两边部分预弯车前进速度较慢,从而实现了钢轨全长方向上的反向预弯。在钢轨实际生产中,通常采用“曲线段+直线段+曲线段(见图1)”或“多曲线段(见图2)”的预弯方式。
钢轨的反向预弯量与钢轨自然冷却后的弯曲度成正比关系,钢轨的反向预弯效果一般受钢轨的轨型、牌号、冷却速度、相变温度、冷床台面摩擦系数等因素所影响。通常状况下,钢轨的轨型单重越大,钢轨反向预弯量越小;钢轨牌号的抗拉强度越大。钢轨反向预弯量越大;冷却速度越大,钢轨反向蓣弯量越小;珠光体转变温度越低,钢轨反向预弯量越大;冷床台面摩擦系数越大,钢轨反向预弯量越大。
5 结 语
鞍钢股份大型厂采用反向预弯工艺生产的客运专线用100m钢轨,具有平直度高、残余应力小等特点,目前已向胶济、京广、京哈、温福、石太、武襄、武广等线路供轨10万余吨。
参考文献:
[1]贾源,郭华,林戈菲.钢轨矫前弯曲度的定量计算 [J].四川冶金,1999,(3):41—44.
- 上一篇:CSP一冷轧DQ级钢工艺优化 下一篇:武钢与宝钢、鞍钢冷轧品种结构分析
- [腾讯]
- 关键字:无





