
 加入收藏
加入收藏 首页
首页
马口铁基板生产的技术难点介绍
来源:刘 波 李荣民 |浏览:次|评论:0条 [收藏] [评论]
马口铁基板生产的技术难点介绍
刘 波1 李荣民2
(1.北京机械工业自动化研究所,北京 100120;2.河北钢铁集团衡水薄板有限责任公司,河北 衡水053000)
摘 要:介绍了近3年国内引进或新建电镀锡生产线的概况,以及电镀锡基板在冶炼成分和夹杂物控制、热轧工艺、冷轧工艺、退火工艺方面的难点,并对河北钢铁集团衡水薄板有限责任公司的电镀锡基板连退生产线提出了建议。
关键词:马口铁;基板;生产工艺
中图分类号:TG335.55 文献标识码:A 文章编号:1003-9996(2009)04-0039-03
l 前 言
马口铁是两面镀有纯锡的冷轧低碳薄钢板或钢带,广泛应用于制罐、包装材料、冲压容器等行业。正是由于马口铁具有优良的性能与广泛的用途,近3年国内引进或新建了多条电镀锡板生产线,新增产能约150万t/a,其中生产线工艺速度在

此外,还有多条窄带电镀锡生产线建成投产。但除宝钢、中粤浦项、中粤马口铁和衡水薄板公司是连续生产外,其他厂家均为断续生产,主要原因就是缺乏合适的基板。目前市场上能采购到的国产镀锡基板主要来自衡水薄板公司,进口基板主要来自韩国浦项。除宝钢、武钢、衡水薄板公司自产基板外,许多合资马口铁生产厂家如中粤浦项、广州太平洋、江苏统一、福建统一、福州中日达、海南海宇等公司都依靠母公司提供进口基板,近几年我国每年进口镀锡基板都在100万t以上[1]。
2 马口铁基板生产的技术难点
马口铁基板生产工艺复杂、技术难点多,其生产工艺流程为:炼钢→热轧→酸洗→冷轧→连续退火(或电解脱脂→箱式退火) →平整(或二次冷轧) →钢卷准备作业线→电镀锡。基板的力学性能决定了马口铁的力学性能,影响基板力学性能的因素有基板的化学成分、轧制工艺和退火工艺。
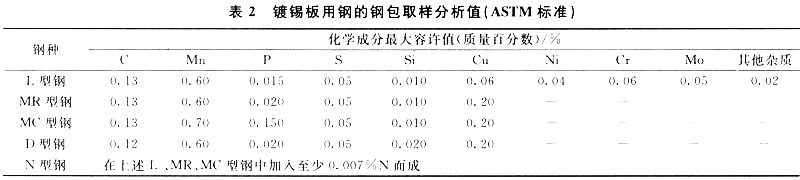
2.1 化学成分
化学成分是影响材料性能最基本的因素,生产马口铁所用钢种及其化学成分,在世界各国的镀锡板产品标准中都没有硬性规定,只有在美国ASTM A
2.2 热轧工艺
影响热轧带钢组织和性能的因素有:钢坯加热温度、加热时间、轧制温度、终轧变形程度及卷取温度。力学性能和晶粒度的主要影响因素是终轧温度和卷取温度,通常最合适的终轧温度为820~
2.3 冷轧工艺
冷轧工艺要保证冷轧带钢的厚度均匀,获得良好的表面质量,并满足平整度要求。这些质量特性将反映到镀锡板的最终产品上。GB/T 2520-2008《冷轧电镀锡钢板及钢带》对带钢的厚度偏差、宽度偏差和形状偏差(边线镰刀弯、切斜、不平度)做了规定,这些指标远远高于GB/T 708-2006《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》中的规定值。马口铁薄规格、高精度的要求决定了冷轧工艺的难度。尽管5机架连轧机组具有成材率高、精度高、产品质量稳定的优点,但设备投资大,工艺控制复杂,所以目前国内大多数厂家采用六辊可逆HC轧机,其产品精度、成材率和产量相对较低。虽然国内大型钢厂有大型的冷连轧机组,但为了确保高产,一般不生产0.15~0.
2.4连续退火工艺
现代连续退火机组包括电解脱脂、退火、平整等工序,与传统的罩式退火相比,有占地少、生产周期短、生产率高、易于生产操作和管理。连续退火炉的设计和制造难度主要体现在以下两点:
(1)高速喷气冷却(HGJC)系统的设计。连续退火技术的核心是开发新的一次冷却技术,以提高机组对品种的适应能力和改善产品的力学性能。在多种冷却工艺中,采用高速喷气冷却(HGJC)技术产品缺陷少,板形控制能力强,冷却起始温度高,有利于提高材料性能,且无通板规格限制,更适于带钢高速稳定运行。而且该冷却方式为干式冷却,无需后处理设备,可节约投资成本和生产维护费用。但高速喷气冷却(HGJC)系统的设计极具难度,包括:为防止带钢产生冷却折皱,需要设计合适的隔离墙与辐射加热管的位置;移动支撑辊的设计要确保带钢平稳运行和易于穿带;C型校正辊的设计要确保进一步平整带钢;移动风箱的设计要易于穿带与灵活操作;可调的冷却能力要确保带钢宽度方向冷却均匀;沿带钢宽度方向安装的扫描型高温计要确保带钢均匀冷却;需采用交流变频冷却风机精确控制带钢温度等。
(2)带钢在炉内高速稳定运行的技术,包括:炉辊热凸度的控制,合适的炉辊凸度和表面粗糙度,炉内热纠偏装置的布置,带热张辊的张力控制系统,宽视角的监控系统和高精度炉内张力控制技术等。
以上每项设计都要结合生产实践经验,以实现带钢高精度的温度控制,完成带钢不同温度下的组织控制和析出控制。另外,虽然不同的钢种采用较长时间的过时效处理,也能够生产较软质(T2以下)产品,但将大大增加设备的投资。因此,连续退火机组更适合生产较高强度的基板。
2.5 马口铁基板生产的工艺控制
马口铁基板的生产是一个系统工程,各个工序都会影响其性能。根据不同的用途,用户往往还会提出特殊的材质要求,因此必须制定合适的规程,通过调整化学成分、热轧卷取温度、退火温度、平整率来达到这些要求。在性能差别不大的情况下,往往通过调整卷取温度和平整率来实现:图1示出了马口铁基板生产工艺流程及控制要点[3]。
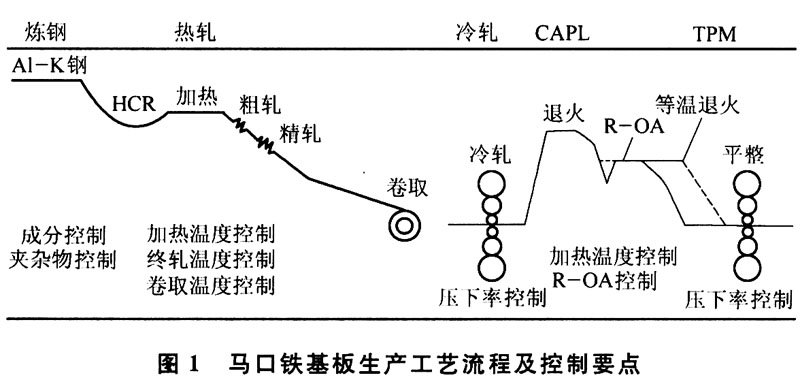
化学成分、晶粒度、固溶碳和氮的析出、平整率是影响镀锡基板硬度、抗折皱性等的主要因素;热轧卷取和连续退火是决定材料晶粒度和氮、碳析出的关键工序;氮、碳的析出有利于抗折皱性的提高;软质材的高温卷取和过时效处理也是确保材料性能的关键。
3 工艺路线的选择
鉴于马口铁基板生产的技术难点和特点,厂家首先应确定能够获得的热轧带钢材质,然后确定热轧带钢的轧制温度与卷取温度,选择适合产量与质量要求的冷轧机,再确定合适的退火工艺(罩式或连续退火),经过精整处理获得马口铁基板。
尽管目前许多新的电镀锡板生产厂家都配套增加了酸洗线、六辊可逆冷轧机、电解清洗线、罩式炉和精整线,但由于罩式退火的冷却工艺难以达到生产高强度带钢的要求,目前只能生产T2.5以下的基板,而且板面易粘结,性能也不均匀。再者,这种生产线的轧制工艺也难以稳定地生产出高品质的基板,因此目前基板仍需要外购,而不能实现自产自用。
衡水薄板公司现采用罩式退火工艺生产T2.5以下的马口铁基板,今后应新建马口铁基板专用连续退火生产线(目前国内仅宝钢1420mm冷轧厂设有连续退火机组,能生产T2~T5级镀锡基板和DI罐镀锡基板),以生产厚度为0.15~0.
4 结语
马口铁基板的生产是一个系统工程,各个工序都会影响材料的性能。厂家应根据目前已有的设备、基板生产的技术难点和特点、以及市场需求选择适合的工艺路线,实现电镀锡板生产线的满负荷运行,提高产品的市场竞争力。
参考文献
[1] 宋加.我国镀锡板生产技术的发展及几点建议[J].轧钢,2007,24(2):35-38.
[2] 周其良.镀锡薄钢板[M].北京:冶金工业出版社,1977.25-26.
[3] 张世云.镀锡基板材质特性分析[J].世界钢铁,1 999,(2):48-51.
- [腾讯]
- 关键字:无





