
 加入收藏
加入收藏 首页
首页
热轧E36钢中板埋弧焊接头的组织与力学性能
来源:曲占元 刘 刚 王明林 |浏览:次|评论:0条 [收藏] [评论]
热轧E36钢中板埋弧焊接头的组织与力学性能
曲占元 刘 刚 王明林
(中国船舶重工集团公司第七二五研究所,河南洛阳471039)
摘 要:通过拉伸、冲击和金相检验等试验方法对热轧态E36钢12 mm中板埋弧焊接头的力学性能与显微组织进行了研究。结果表明:采用H10Mn2焊丝 SJ101烧结焊剂对E36钢中板进行焊接时,接头具有较高的抗拉强度和较好的低温冲击韧性;焊缝组织主要为针状铁素体、先共析铁素体和少量粒状贝氏体;热影响区组织主要为铁素体、珠光体和少量针状铁素体,针状铁素体是接头具有良好力学性能的主要原因。
关键词:热轧;E36钢;埋弧焊;显微组织
中图分类号:TG407 文献标识码:A 文章编号:1001-0777(2009)
众所周知,焊接是造船的关键技术,焊接接头性能的好坏直接影响整个船体的质量[1]。力学性能是考核焊接接头最主要的技术指标。焊接接头要求具有足够高的强度和良好的韧性,这些主要取决于最终的显微组织。
自上世纪90年代以来,我国造船业得到迅速发展,是近十几年迅速崛起的行业之一。随着船舶向轻量化和大型化发展,低温高强度船体结构钢E36中板已被广泛应用于船体结构的建造。进入本世纪以来,随着冶金技术的进步和冶金设备的改造,E36钢中板的正火工艺已被热轧(控轧控冷)工艺取代,这种工艺大大提高了钢板的生产率,降低了成本。但有关热轧态E36钢中板焊接性能的研究鲜有报道。文章针对武钢提供的热轧态E36钢中板的埋
弧焊接头,通过拉伸、冲击和金相检验等实验,研究其综合力学性能及显微组织,为正确进行结构设计提供参考。
1 试样制备和试验方法
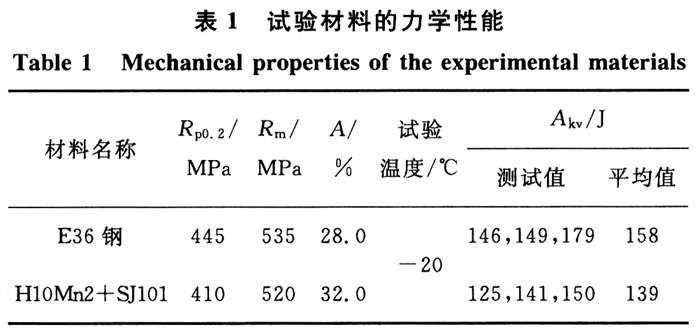
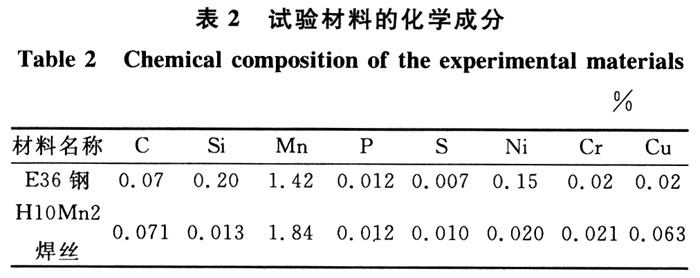
试验所用材料是武钢提供的E36钢,热轧态供货,钢板厚度为1 2 mm。采用埋弧焊焊接方法,焊接材料选用ф4.0 mm的H10Mn2埋弧焊丝 SJ101烧结焊剂,熔敷金属力学性能和焊丝化学成分(质量分数,%)分别见表1和表2。
将材料加工成500 mm×150 mm×12 mm的试样进行焊接试验。工艺参数:焊接电压33~35V,焊接电流620~640 A,焊接速度40 cm/min,设备采用ZD5-1000自动埋弧焊机。
拉伸试验按GB/T2651在WE-60液压式万能材料试验机上进行。用JBN-300B型冲击试验机进行冲击试验,将焊后试样加工成10 mm×10 mm×55 mm的带有V型缺口的试样,V型缺口分别开在焊缝、熔合线和热影响区(距熔合线1 mm处)上,试验温度为-20℃。用OLYMPUS GX71金相显微镜对焊接接头进行组织观察,用CV-430DAT维氏硬度计测试焊接接头的硬度。
2结果及分析
2.1拉伸试验结果
E36钢焊接接头拉伸试验结果Rm为535 MPa和540 MPa,而且接头拉伸后均是在离焊缝位置较远的母材上断裂,说明在该试验条件下,E36钢焊接接头的室温抗拉强度高于母材金属。
2.2冲击试验结果
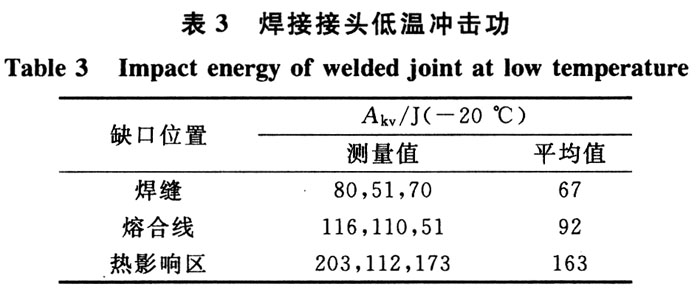
E36钢焊接接头冲击试验结果见表3,可见当试验温度为-20℃时,焊缝、熔合线和热影响区(距熔合线1 mm处)的平均冲击功值分别为67 J,92 J和163 J,均高于文献[2]中对船用E36钢焊接接头冲击功标准值34 J的要求。结果说明,采用H10Mn2焊丝 SJ101烧结焊剂在该试验工艺条件下,E36钢焊接接头冲击韧性能够满足有关标准要求。
2.3焊接接头的硬度分布
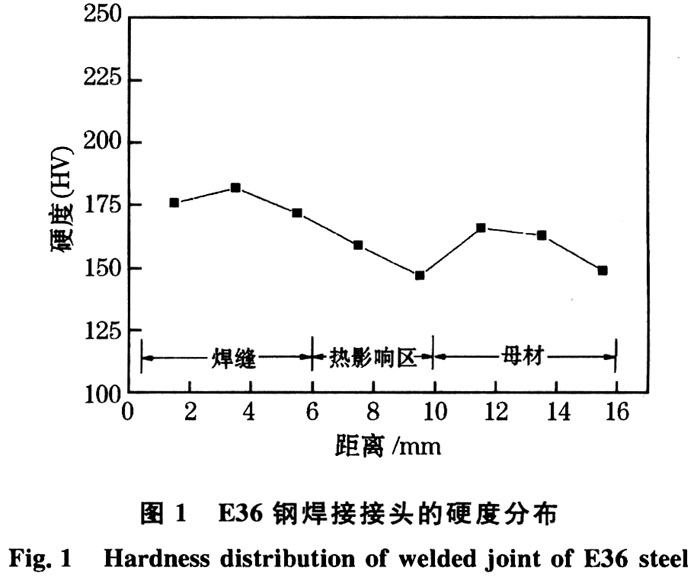
E36钢焊接接头硬度分布情况见图1。可见焊缝的硬度在HV 172~182,热影响区的硬度在HV147~159,母材硬度在HV 149~163,焊缝的硬度最高。总体来看,接头各特征区的硬度沿着整个接头的分布比较均匀,最大硬度远远低于有关标准值HV 350。
2.4显微组织
图2为E36钢埋弧焊焊接接头的显微组织。焊缝组织为针状铁素体、先共析铁素体和少量粒状贝氏体;热影响区组织为铁素体、珠光体和少量针状铁素体;母材组织为均匀的铁素体 珠光体。
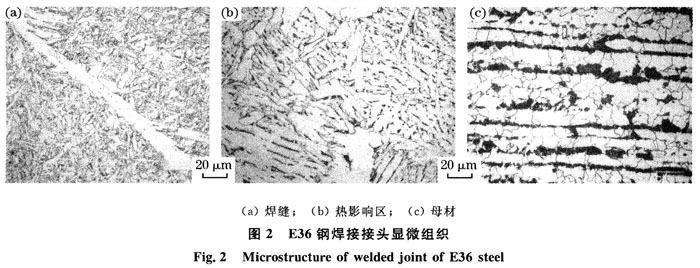
焊接工艺参数是影响组织转变的一个重要因素,不同的焊接工艺,会有不同的焊接热输入,对应不同的冷却时间,得到不同的组织[2]。焊缝韧性取决于针状铁素体和先共析铁素体组织所占的比例,在该试验工艺条件下,E36钢焊缝组织主要是晶内的大量针状铁素体和沿奥氏体晶界析出的条状先共析铁素体。焊缝中存在大量的针状铁素体是焊缝具有良好的低温韧性的重要原因。针状铁素体是中温(600~500℃)转变产物,高倍显微镜下它是一种非常细小而又互相“联锁”的板条状组成物,板条间为大角度晶界,一般在20°以上。板条间的位错密度是各类铁素体中最高的,达108~1016条/cm2。由于针状铁素体晶粒细小,发生解离断裂裂纹的位移很小,约为1μm,裂纹扩展速率小,又因为针状铁素体的晶界是高能量的大角度晶界,解离时跨越晶界需要消耗大量的能量,因此针状铁素体具有很高的抗解离断裂的能力[3]。因此,在工程实际中,应选择合适的焊接工艺,以获得较为理想的力学性能。
3 结论
(1)采用H10Mn2焊丝 CHF101焊剂焊接热轧态E36钢中板时,焊接接头具有较高的抗拉强度,较高的低温冲击韧性,焊接接头最高硬度≤350HV。
(2)E36钢埋弧焊焊缝组织为针状铁素体、先共析铁素体和少量的粒状贝氏体;热影响区组织为铁素体、珠光体和少量针状铁素体。针状铁素体是接头具有良好力学性能的主要原因。
参考文献:
[1] 陈家本.造船业应用先进焊接技术的几点思考[J].造船技术,2002,(1):29.
[2] 田志凌,屈朝霞,杜则裕.细晶钢焊接热影响区晶粒长大及组织转变[J].材料科学与工艺,2000,8(3):16.
[3] 谢辅洲,常铁军.10Ni5CrMoV钢厚板MIG焊接接头组织研究[J].哈尔滨工业大学学报,2002,34(3):421.
- [腾讯]
- 关键字:无





