
 加入收藏
加入收藏 首页
首页
900mm中宽带热连轧机高速钢轧辊的研制与应用
来源:栾义坤 白云龙 周立军 康秀红 李殿中 |浏览:次|评论:0条 [收藏] [评论]
栾义坤1 白云龙1 周立军2 康秀红1 李殿中1
(1.中国科学院金属研究所,沈阳材料科学国家(联合)实验室,辽宁 沈阳 110016 2.唐山建龙实业有限公司简舟热轧二厂,河北 遵化064200)
摘 要:针对热轧中宽带轧机进行了离心复合高速钢轧辊的研制与试用。试用结果表明,高速钢轧辊的磨损量仅为高铬铸铁轧辊的1/3~1/8,下机后辊面温度和硬度合理,辊面光洁度高,氧化膜均匀、致密,可以提高生产效率,降低轧辊消耗,延长换辊周期,减少换辊次数。
关键词:高速钢轧辊;热轧中宽带;研制;应用
中图分类号:TG333.17 文献标识码:A 文章编号:1003—9996(2009)04—0022一04
自20世纪80年代高速钢轧辊诞生以来[1],由于其良好的综合性能,已广泛应用于热轧带钢精轧前段、后段,棒线材轧机、型材轧机和窄带轧机[2-7]。而高速钢轧辊在中宽带热连轧机上的应用鲜有报道。我国中宽带轧机数量众多,竞争激烈,对生产效率和产品质量要求进一步提高,高速钢轧辊在中宽带轧机上推广应用具有重要意义。
唐山建龙实业有限公司
本文针对此生产线进行了离心复合高速钢轧辊的研制开发,并选择合理的辊型,在生产线上进行了试用。对试用过程中的辊面温度、硬度、轧辊磨损量和表面氧化膜进行了研究。
1 离心复合高速钢轧辊的研制
与热轧宽带轧机相比,中宽带生产线的轧材宽度较小,轧制力较小;生产线除鳞水稳定性不好,板坯表面质量较差。因此,对轧辊耐磨性要求更高,但对辊芯强度要求相对较低。表1给出了轧辊外层高速钢及芯部球墨铸铁的化学成分。

离心转速、离心旋转时间的计算[9]:
以上式中,n为离心旋转速度,r/min;G为重力倍数,一般取90~120;D为轧辊直径,dm;t为离心旋转时间,s;S为外层高速钢凝固厚度,mm;Tm、T0,分别为离心冷型初始温度和环境温度,℃;L为凝固潜热,J/kg;ρ、ρm分别为高速钢和离心冷型的密度,kg/m3;Cm、λm分别为离心冷型的比热和导热系数;K为比例系数。
浇注温度的计算:
T=Ts+(80~150)℃
式中,Ts为高速钢固相线温度。
2 高速钢轧辊的应用
本次研制了2支离心复合高速钢轧辊,在精轧F3和F4机架上与高铬铸铁轧辊搭配使用,以直接对比高速钢轧辊与高铬铸铁轧辊的使用性能。在F3机架上使用时,每2个周期磨辊1次,约轧钢
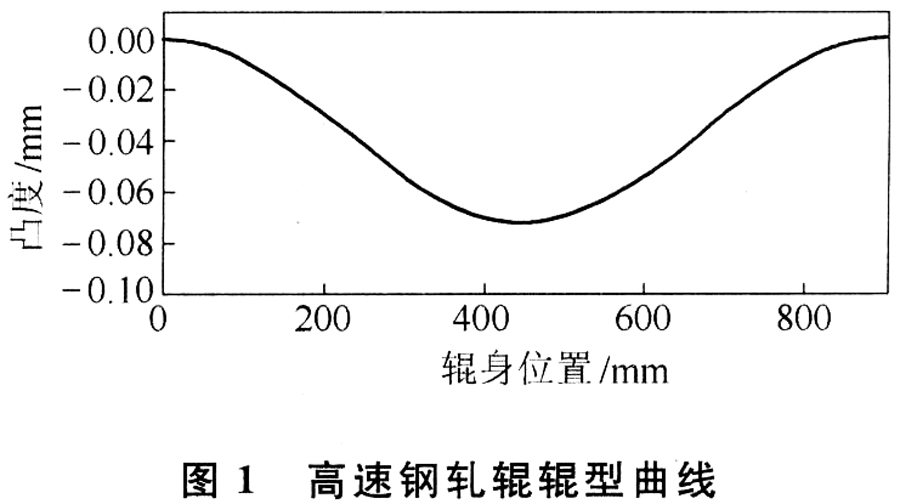
2.1 辊型曲线的选择
与高铬铸铁相比,高速钢导热系数大,比热小,热膨胀系数较大,且考虑到轧制时轧辊辊身中间温度高于两侧,辊身中间位置膨胀量最大,因此为了便于咬入,并控制板形,设计了负凸度辊型,辊型曲线如图1所示。
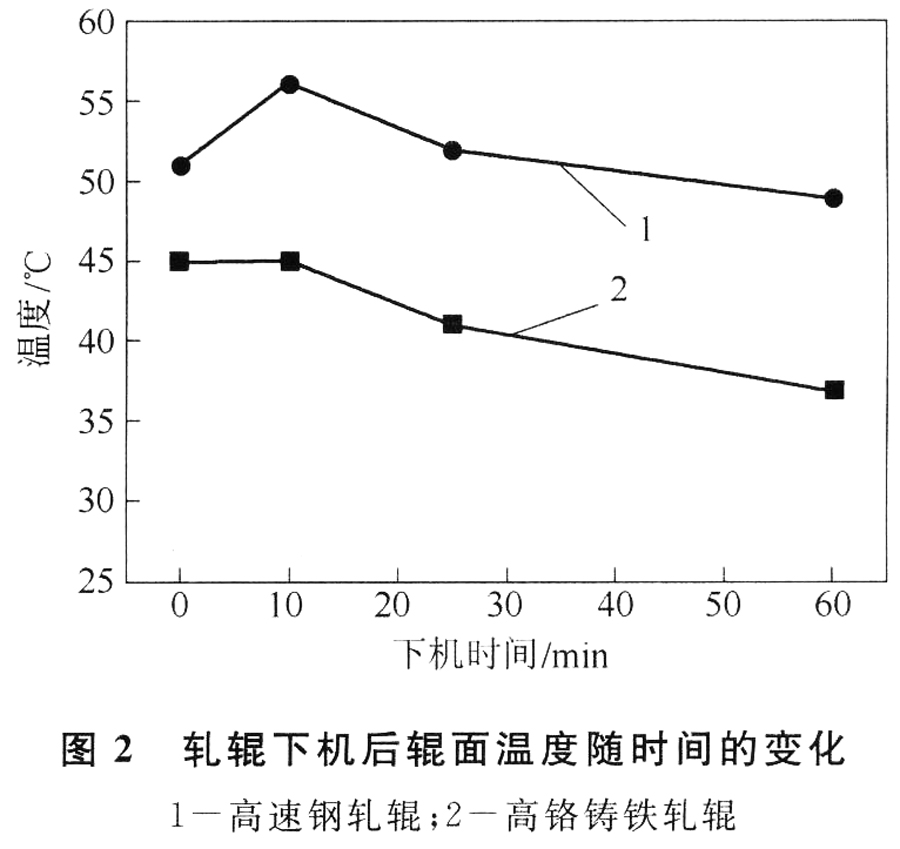
2.2 辊面温度及硬度变化
一般而言,在线轧制时为了保证轧辊具有较好的耐磨性,需对轧辊进行喷水冷却,尽量使轧辊温度保持在较低状态。对下机后的轧辊表面温度进行监测,以确定轧制时喷水冷却制度是否合理。高速钢轧辊上机使用的冷却水压为1.0MPa,水温
下机后,对轧辊表面硬度进行测量,发现下机时高速钢轧辊表面硬度较上机前降低HSD 2~3,磨削后,硬度又恢复至原始状态。硬度变化应归因于下机后轧辊表面温度与表面粗糙度的变化。表面温度越高,粗糙度越差,辊面硬度越低。磨削加工后,提高了表面光洁度,且轧辊轧制过程中储存的大部分热量也已经释放完毕,因此硬度得到恢复。
2.3 耐磨性与磨损量
图3为高速钢工作辊金相组织,回火马氏体基体上镶嵌着大量点状、块状MC和层片状M
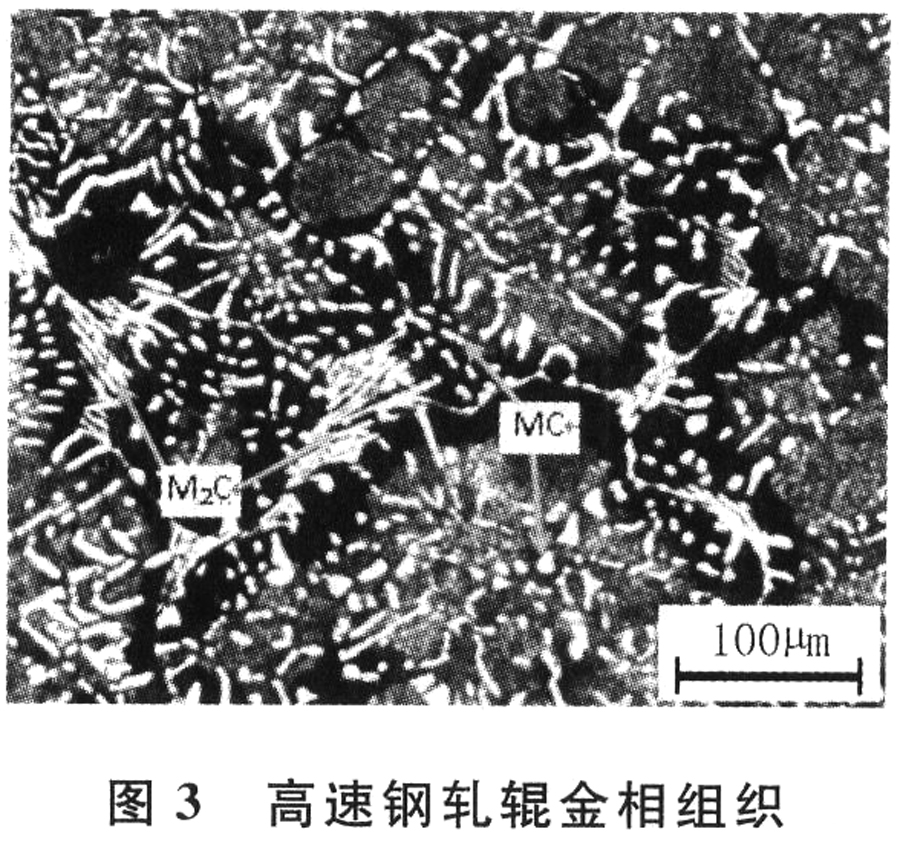
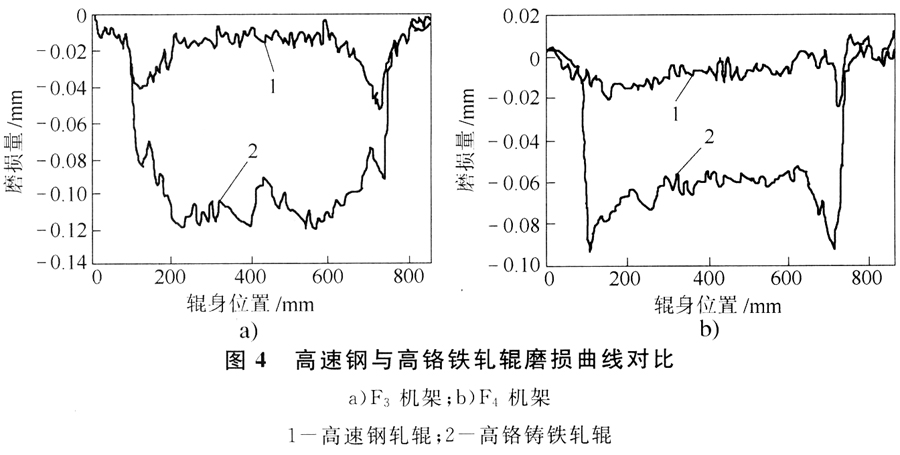
图4为高速钢轧辊与高铬铁轧辊的半径磨损量对比。无论应用于F3机架还是F4机架,高速钢轧辊均表现出了优异的耐磨性,其磨损量仅为高铬铸铁轧辊磨损量的1/3~1/8。从磨损曲线形状看,当应用于F3机架时,高铬铸铁轧辊呈现出明显的“箱形”磨损,而高速钢轧辊呈“猫耳状”磨损,同样说明高速轧辊耐磨性高。当应用于F4机架时,轧制量减小,磨损量也相应减小,高铬铸铁轧辊磨损曲线复合含有“箱形”和“猫耳状”,高速钢轧辊磨损曲线呈现较小的“猫耳状”。
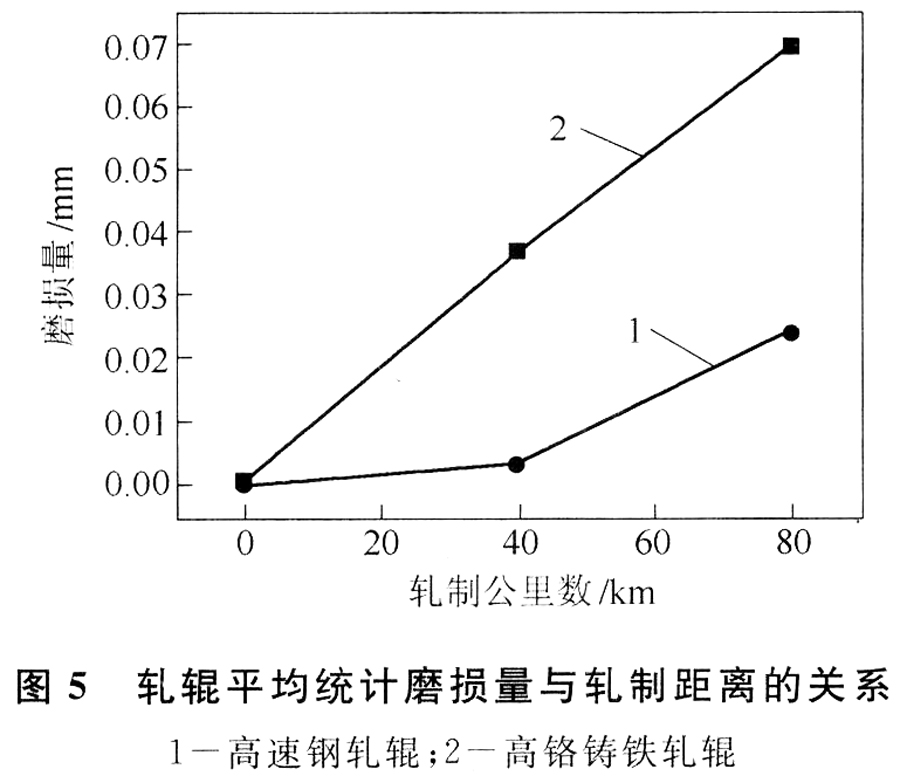
图5为轧辊半径平均统计磨损量随轧制距离的变化。从图5可以看出,相同轧制距离内高速钢轧辊的磨损量均小于高铬铸铁轧辊的磨损量。高铬铸铁轧辊的磨损量随轧制距离增加呈线性变化,高速钢轧辊磨损增加速度随轧制距离的变化明显小于高铬铸铁轧辊。
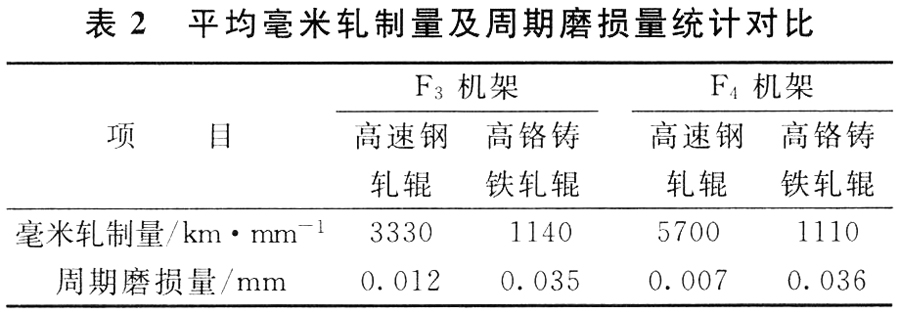
表2为高速钢与高铬铸铁轧辊毫米轧制量及周期平均磨损量的对比。
2.4辊面氧化膜与粗糙度
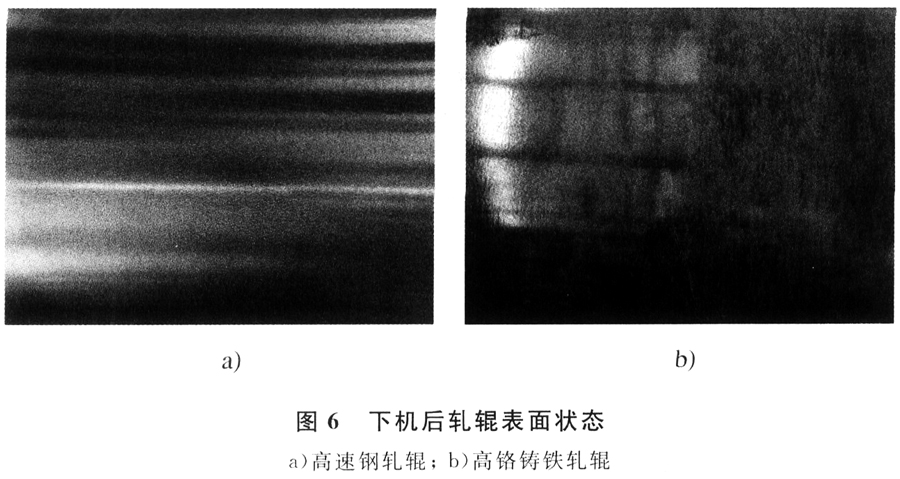
图6为下机后高速钢轧辊与高铬铸铁轧辊的表面状态。高速钢轧辊表面有一层均匀致密的浅蓝色氧化膜,表面光洁度较高;高铬铸铁轧辊表面光洁度较差,且氧化膜已经大量脱落。轧钢开始时的烫辊过程是为了促使轧辊表面在高温及水蒸气环境中形成氧化膜,均匀致密氧化膜的生成不仅可以提高轧辊的耐磨性,而且可以提高轧材表面质量。轧制过程中氧化膜的稳定性受轧制温度、冷却水状态、轧制力等因素影响,但关键取决于轧辊材质。通过在中宽带轧机上的试用表明,高速钢轧辊的氧化膜比高铬铸铁轧辊具有更高的稳定性和致密度,更有利于提高轧材质量,降低辊耗。
3 高速钢轧辊在中宽带轧机上的应用前景
目前我国有几十条中宽带热轧生产线,中宽带钢总产能近3000万t/a,然而中宽带生产线普遍采用高铬铸铁或无限冷硬铸铁轧辊进行生产,由于轧辊耐磨性较差,换辊周期短、次数多,辊耗大,严重制约了生产效率的提高。同时,铸铁轧辊的高温性能相对较差,因此轧辊表面质量难以保证,轧材表面质量的提高受到制约。高速钢轧辊在中宽带轧机的应用表现出了良好的耐磨性,大大降低了辊耗,提高了轧材表面质量,并延长了换辊周期,减少了磨削次数,直接提高了生产效率。
4 结论
(1)针对中宽带轧机进行高速钢轧辊的研制和使用,使用效果良好。
(2)与高铬铸铁轧辊相比,高速钢轧辊的磨损量仅为其1/3~1/8。
(3)高速钢轧辊表面氧化膜均匀致密,提高了轧辊耐磨性和轧材表面质量。
(4)高速钢轧辊应用于中宽带热轧机可以提高生产效率,具有广阔的应用前景。

- [腾讯]
- 关键字:无





