
 加入收藏
加入收藏 首页
首页
国外薄板坯连铸连轧工艺生产技术现状与发展趋势
来源:吕光荣 |浏览:次|评论:0条 [收藏] [评论]
摘 要 本文介绍了近年国外薄板坯连铸设备的设置情况、规模及应用领域,对已进入商业性生产的几种薄板坯连铸连轧工艺设备、尤其达到当今先进水平的FISC法等作了重点介绍,对发展趋势及新建设备的选型原则谈了自己的观点。
1前言
薄板坯连铸连轧技术是20世纪90年代世界钢铁工业发展的一项重大新技术,它的开发成功是近终形浇铸技术的重大突破。由于薄板坯连铸工艺具有节能、减少基建投资、降低生产成本、提高钢材收得率,改善热带产品质量等优点,故是国际上竞相开发的重大工艺技术。与传统钢材生产技术相比,从原料到成品,薄板坯连铸设备的吨钢投资降低19%~34%,吨材成本降低80~100美元,生产时间可缩短十倍至数十倍,厂房面积减少24%,金属消耗可减少66.7%,加热能耗可减少40%,电耗可减少80%,当然这些数字最终视各厂具体情况不同而变化。
薄板坯连铸(连轧)技术的开发成功并进入商业性生产,已经为许多钢铁企业带来经济效益和竞争优势,一些小型钢厂(如美国纽柯公司,动力钢公司等)利润大增,成为钢铁工业结构改革成功的典范,而且一批长流程钢厂也竞相新建或改建薄板坯连铸设备,因此薄板坯连铸技术最终必然会对整个钢铁工业产生重大影响。
近两年多来为提高期,各国对原来的薄板坯连铸机技术存在不足进行开发,并建造和投产第三代薄板坯连铸机,其代表设备有意大利达涅利在加拿大阿尔戈马的FTSR生产线,南非SALDANA的ISP生产线,我国邯郸钢铁厂CSP设备等。
2全世界薄板坯连铸机设置情况
自美国纽柯公司采用SMS公司的CSP技术,首次建成生产板材短流程钢厂,仅短短的10年,至今已有15个国家、20多家公司共建成(在建)40多台、50多流薄板坯连铸连轧设备,1989年生产能力仅200万t/a,到1996年即扩大到1000万t/a,目前已达4720万t/a,表l为全世界已建成或已投产薄板坯连铸机情况一览表。在已建成的30台设备中,CSP法占2/3计20台;美国作为薄板坯连铸技术的摇篮,发展最快,共有10台;欧洲和东南亚各有4台,韩国和中国各有3台,其余分布在印度、南非、埃及、墨西哥等国。

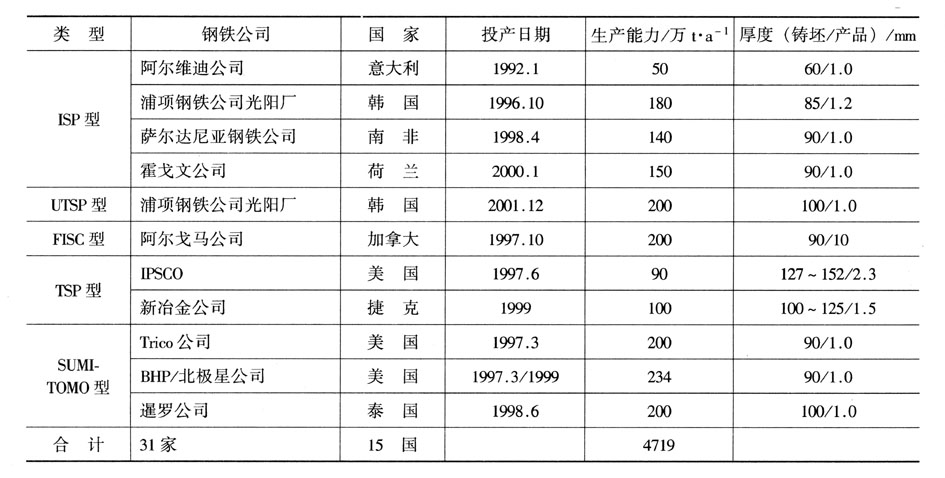
目前,蒂森克虏伯公司CSP设备年产能力最高,二流达240万t/a,单流最高为150万t/a,(荷兰霍戈文ISP);所生产热带最大宽度达
3薄板坯连铸工艺设备介绍
近终形浇铸技术除薄板坯连铸外,还有带钢连铸、异形坯连铸和线材连铸等,以薄板坯连铸技术发展最为迅速,全世界先后有40多套小型试验设备,工艺种类繁多,但真正达到商业应用的也就5、6种。欧洲是薄板坯连铸技术开发中心,目前国内外正在运行的薄板坯连铸机均出自欧洲一些著名冶金设备制造公司如施罗曼西马克公司、奥钢联公司、达涅利公司等。本文只介绍4种相对最有影响的薄板坯连铸工艺设备。
3.1 CSP紧凑型带钢生产工艺
1989年7月,美国纽柯钢铁公司克劳福兹维尔厂内世界上第一台由德国SMS供货的CSP(紧凑式带钢生产设备)投产,从而开辟了一个生产宽带产品的新时代,从结晶器内钢水到卷取成热带,前后不超过30min,使无数参观者惊愕不已。该厂在9个月后即达盈亏平衡,以后生产长期稳定,产量比设计能力80万t/a,足足增加了40%,达到120万t/a;1991。年5月纽柯希克曼厂CSP生产厂破土动工,仅用15个月建成投产,5个月后即达到盈亏平衡,从而向世人表明这一技术是生产热宽带最经济的手段,而纽柯公司在美国十大钢铁企业中利润率始终位于前列。
CSP 工艺的设计思想贯彻了连续生产的三大原则:
1)以最少的工序数,达到经济上高效益。从钢水到带卷仅用5个不可缺少的工序:用CSP薄板坯连铸机浇出铸坯,在辊底式均热炉中使铸坯均热至轧制温度;用六机架4辊连轧机轧至成品厚度;在输出辊道上根据材料性能要求进行冷却,最后用卷取机卷取。
2)最少的能源消耗。铸坯在均热炉内不需要重新加热。
3)使薄板坯维持绝对恒定温度。经均热后,板坯温度均匀,以后的轧制和冷却工序可以恒速进行。最终成品显微组织和尺寸精度很容易达到理想状态。
CSP工艺的核心是SMS公司开发的漏斗形结晶器。该结晶器属专利产品,结晶器上端宽大,可容纳大直径浸入式水口,下端逐渐变窄,最终过渡到矩形。结晶器用铜银合金制成,使用寿命可超过10万t。
典型的CSP主要设备的技术参数见表2、表3。
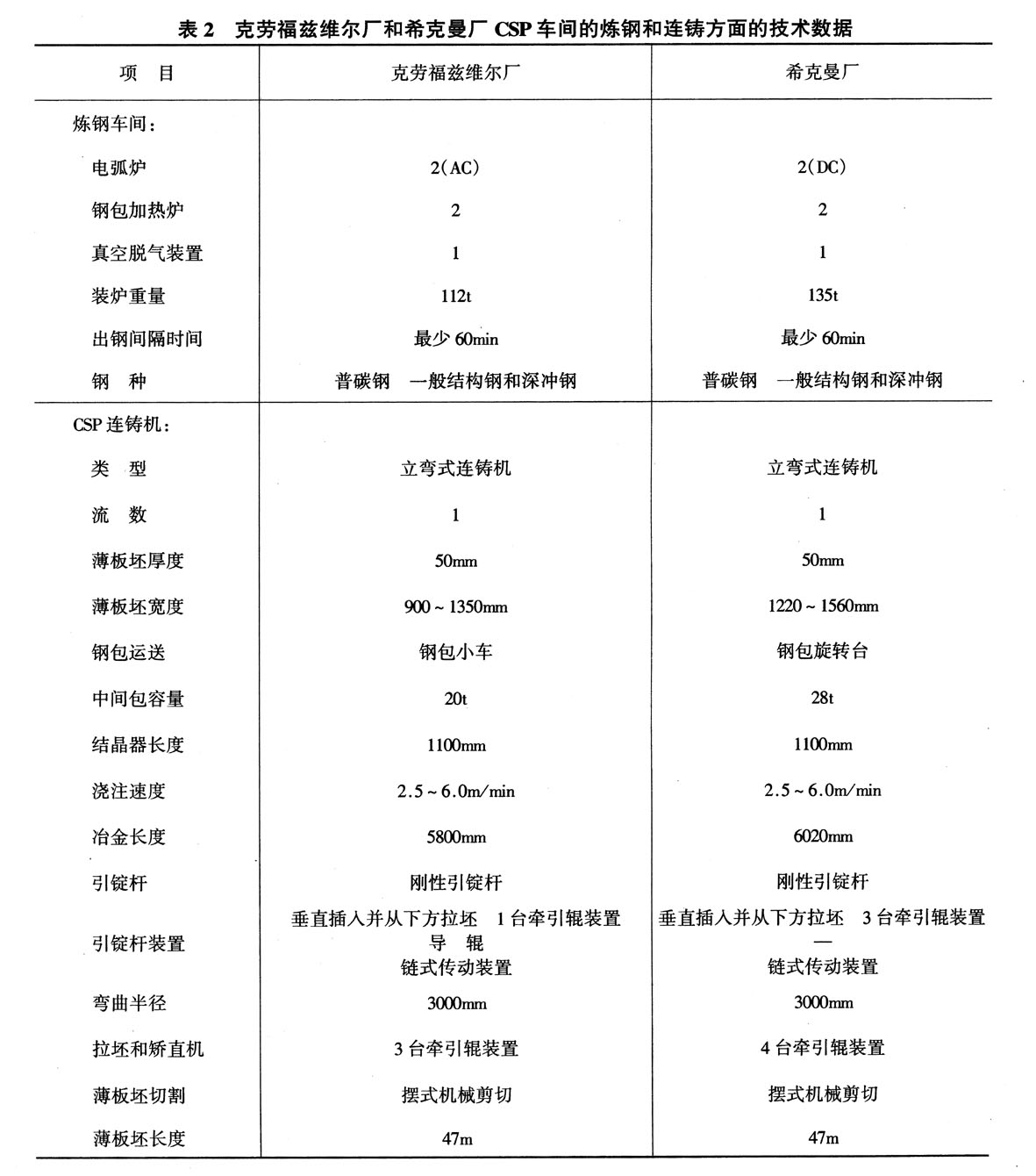
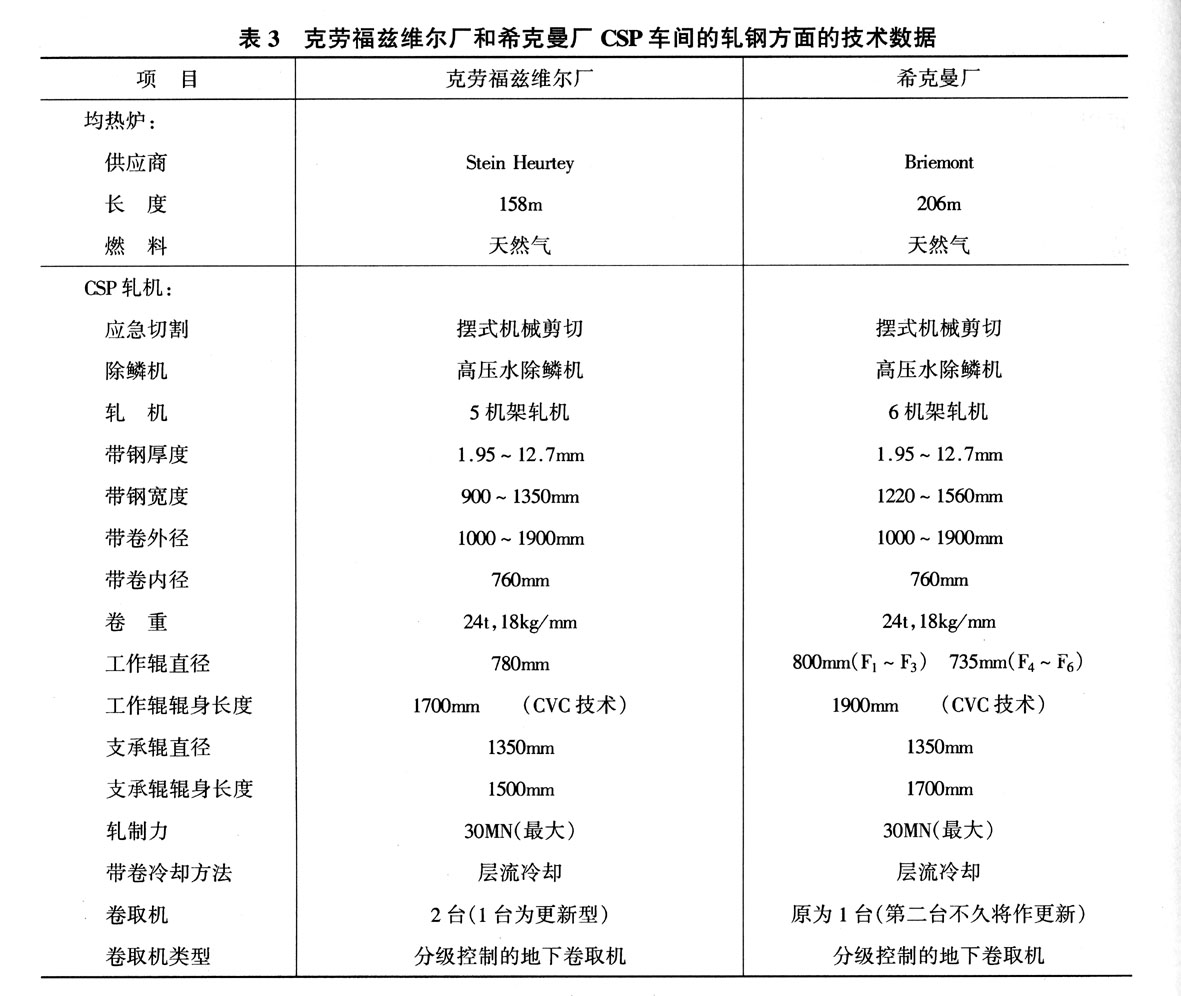
CSP是首先达到工业化生产、最成熟的薄板坯连铸工艺,技术可靠、适应性强,推广速度极快,继纽柯克劳福兹维尔厂和希克曼厂CSP设备建成投产后,于1994年,又各增建一套CSP生产线,1996年、2000年纽柯钢公司Berkey厂相继又有2套CSP投产,这样纽柯钢公司属下就有6套CSP设备,总生产能力达到650万t/a,一个原来并非从事钢铁生产的公司,仅用十余年即跻身于美国大型钢铁企业之列,成为在西方称之为“夕阳西下的钢铁工业”中一颗璀璨的明星,令人震惊。
除纽柯钢公司之外,美国Gallating钢公司,动力钢公司,ACME金属公司等纷纷效仿,也建起了CSP生产线,韩国韩宝、印度、西班牙Aceria、印度尼西亚、埃及、泰国、意大利(AST)等及我国邯郸、珠江和包头均成为CSP设备用户。
目前全世界CSP机型共有18条、28流、103个机架,生产能力3700万t/a,占全球热轧板产量10%或5%的钢水量。
3.2达涅利FTSC(FTSR)薄板坯连铸工艺
FTSC工艺是意大利达涅利开发的薄板坯连铸技术,开发的目标是可浇铸的钢种范围要大;铸坯内在和表面质量要高,铸速范围大,产量高,操作条件可靠,因此在设备设计中重点集中于设计新型结晶器,采用动态软压下和自动控制系统。
FTSC连铸机为立弯型,结晶器出口(铸坯)尺寸为50~
浸人式水口采用整体结构,这样可以防止空气进人,否则会引起结晶器内钢水严重紊流而二次氧化。
FPSC的结晶器是达涅利公司专利,称作H2双高结晶器,内腔呈透镜形,这是达涅利对各类结晶器(包括CSP漏斗形结晶器)研究试验评估比较后取得的开发成果,采用这种结晶器,钢水凝固时的应力小,因此可用来浇铸裂纹敏感的钢种(如包晶钢)。
FISC工艺可浇铸的钢种有:
超低碳钢(C≤0.06%)、低碳钢(C=0.07%~0.09%)、包晶钢(C=0.10%~0.16%)、中碳钢(C=0.17%~0.30%)、高碳钢(C=0.3 1%~0.60%)、超高碳钢(C≥0.61%)、HSLA钢、合金钢、不锈钢和硅钢。
加拿大阿尔戈马钢厂于1985年开始建造一座新的带钢直接生产厂(DSPC),并于1997年10月投产,由于是采用BF-BOF-CAS OB路线提供的优质钢水,因此可采用FTSC薄板坯连铸机低成本地生产高质量、市场急需(北美汽车工业用)带钢,以取代原先常规方式才能生产的产品。
该厂的核心设备是FTSC薄板坯连铸机,由于采用了大量最新技术如H2结晶器、SEM浸人式水口、动态软压下等,故成为第三代薄板坯连铸机的代表。
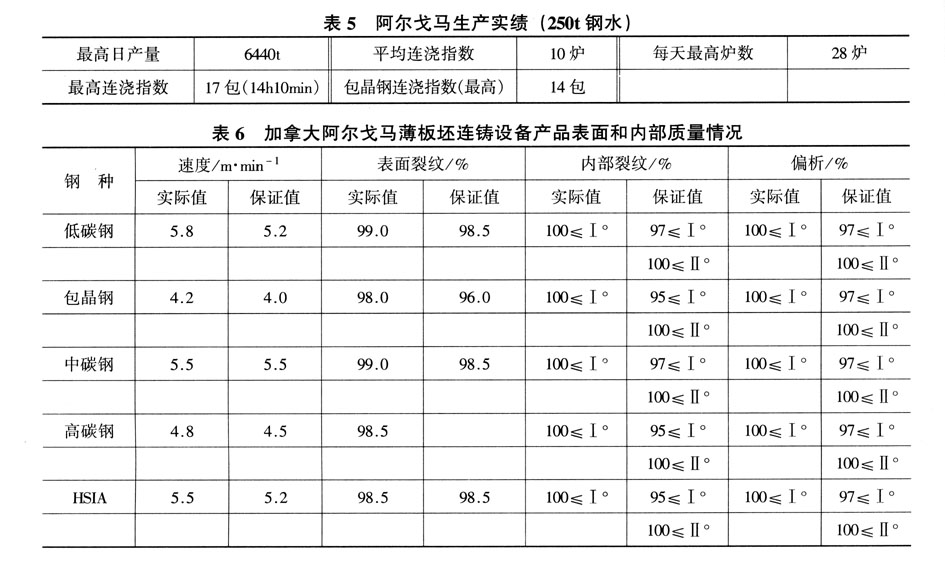
表4为阿尔戈马设备主要技术数据。
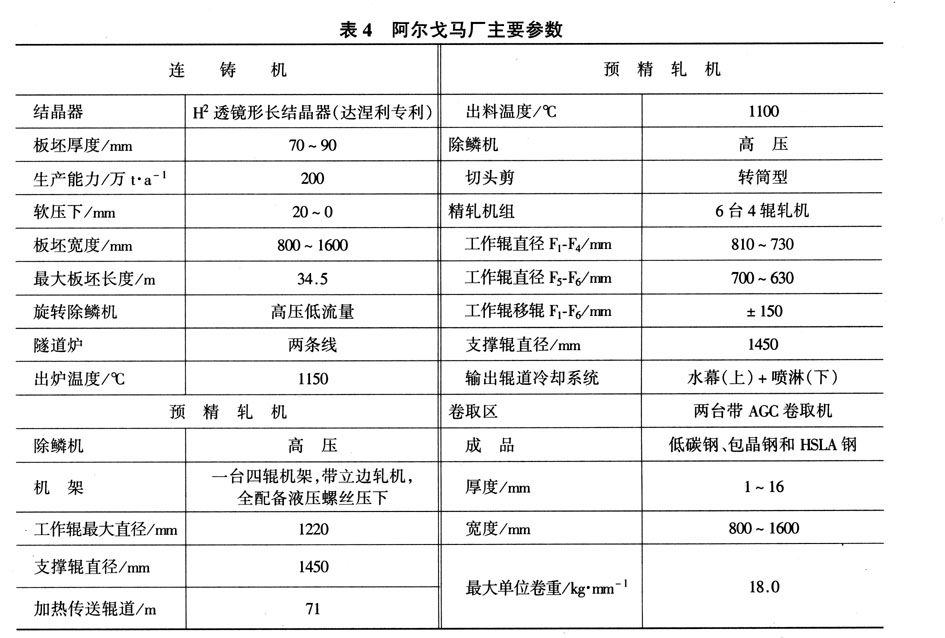
该设备从第一次试浇后6个月即能满足质量及生产率要求,连浇指数为7~8炉,无间断操作9~10h,表明了结晶器和浸入式水口的稳定性;液压振动装置从一开始即被证明是可靠有效的,振动频率为430次/min,振幅为0~
表5和表6为该厂所取得的生产实绩和产品内部及表面质量。
4 新一代薄板连铸机采用的新技术
自从薄板坯连铸机诞生以来,随着生产中暴露出来的缺陷以及市场竞争的压力,各冶金设备制造公司在用户厂配合下,不断对其进行技术改进和升级,在结晶器的开发研究,浸入式水口的材质、形状、出口角度、结晶器振动方式、振幅及振动波形、连铸保护渣技术、电磁制动、二次冷却、板形控制技术等,各公司均形成自己的特色。
液芯压下技术最早用于常规厚度板坯和大方坯连铸机,目的是为了改善中心疏松和宏观偏析、提高内部质量。
对于薄板坯连铸机来说,为了发挥连铸连轧技术经济上的优势,需要将铸坯的厚度限制在轧机所能接受的范围。初期的薄板坯连铸机结晶器内腔厚度仅
实践证明,合理的液芯压下不仅解决了连铸和连轧的匹配,而且能细化铸坯内部晶粒、减少中心偏析,提高内部质量。
4.1 ISP液芯轧制技术
意大利阿尔维迪的ISP是最早采用液芯轧制技术的,在结晶器下方的0段由12对辊子组成,整段设计成钳式结构。内弧在液压缸作用下可将辊缝调整成锥形,对铸坯实施在线液芯压下,0段后面的多辊扇形段由16对辊子组成,内弧辊子可单独压下,使多辊扇形段的辊缝也形成锥度,从而对铸坯压下,并可根据不同的钢种实施灵活压下方案。经液芯轧制后的铸坯厚度从
根据实际运行经验,新一代ISP扇形段的16对独立压下辊子改建为8对一组进行调整,从而大大简化了结构。
4.2 CSP液芯轧制技术
CSP开始时采用漏斗形结晶器,出口铸坯厚度为
纽柯公司后来几套CSP设备如泰国NSM公司,中国的三套设备,最近投产的蒂森克虏伯公司的CSP设备均利用了液芯压下技术,用以生产优质超薄热轧带钢。
4.3 Frsc流程的动态液芯压下技术
意大利达涅利公司的:FTSC薄板坯连铸机上采用了透镜形H2结晶器,出口处的足辊采用异径辊,将铸坯的凸肚压平,异径辊以下为二次冷却支撑导向段,接着异径辊的1号段为钳式结构,其下部可用液压缸调节辊缝,2号段由三小段组成,每小段在上下各有一对液压缸独立驱动,从而调节辊缝大小和锥度。
达涅利认为液芯的凝固点是动态的,慢拉速时,凝固点在上部,而高拉速时,则在下部压下点应随机变化,如果在凝固完全后压下,则对铸坯内部质量适得其反,为此,FTSC工艺还提供动态液芯长度检测技术,能够根据不同钢种和浇铸参数,按凝固模型和即时扇形段液压缸压力的反馈信息来动态调节压下点的终点位置,以获得最佳液芯压下的效果。
从加拿大阿尔戈马:KISC生产实绩来看,证明动态压下技术是可靠的,并有效地将薄板坯质量水平提高到常规连铸板坯的质量等级。
5趋势和展望
纵观近年薄板坯连铸技术发展过程可观察到如下发展趋势。
5.1生产能力提高
采取增加薄板坯厚度、改进保护渣,采用高频小振幅波形可调振动机构,实现高速浇铸等措施来提高生产能力,新建的生产线生产能力已能与传统板坯轧机相配,单流达160万t/a,两流达250万t/a;从而充分利用热轧机能力。
5.2扩大品种提高质量
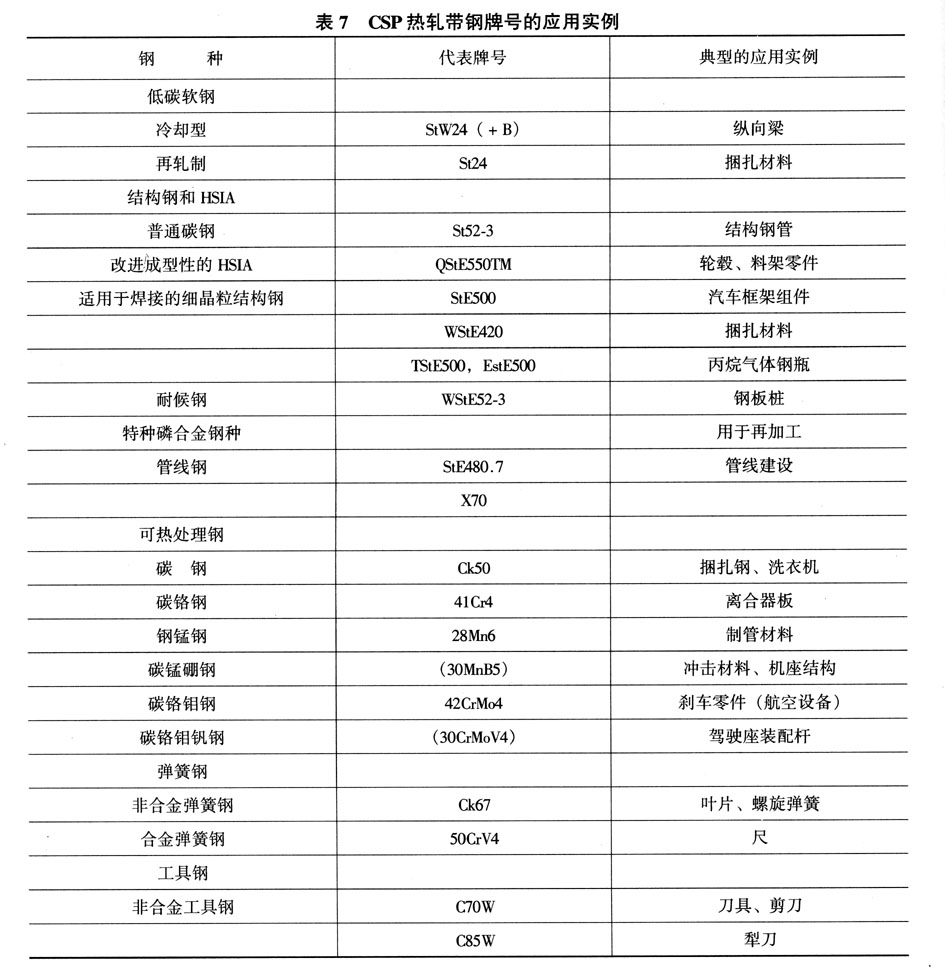
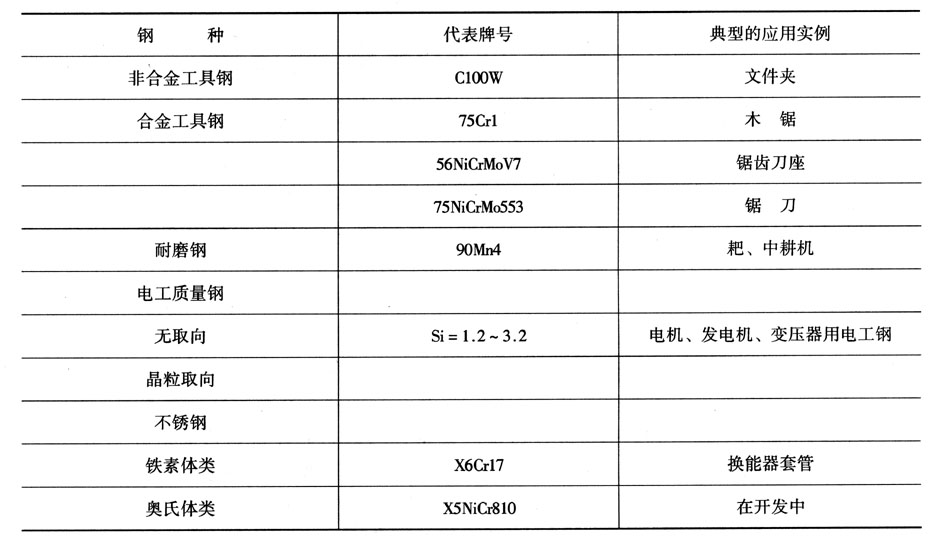
各薄板坯连铸工艺均在努力根据市场需求而扩大浇铸钢种,达涅利FISC工艺作为在CSP和ISP法基础上开发出来的工艺,技术上更胜一筹,公司宣称已能浇铸其他方法难以生产的包晶钢、电工钢等。表7为当今CSP热轧带钢牌号的应用实例。
由于冶炼及连铸、轧制工艺技术的不断改进,成品带的质量正在不断提高,其内在和表面质量、机械性能、板形等已达到甚至超过常规热轧带标准,有的达到了冷轧板质量。
5.3 生产超薄带材,部分取代冷轧产品
高炉——转炉路线钢厂利用薄板坯连铸设备生产超薄规格产品,具有质量优势,目前许多薄板坯连铸连轧厂家正致力于生产薄规格和超薄规格带材,最薄为0.7~0.
5.4技术多样化
薄板坯连铸设备开发和设计均按用户厂具体情况和要求而定,由于条件和要求的多样性,决定了技术发展的多样性。
除了前面介绍的四种薄板坯连铸工艺外,国外还有美国和韩国三星公司联合开发的TSP工艺;蒂森、干齐诺尔、SMS合作开发的CPR法;川崎钢公司和日立公司开发KH连铸机;韩国浦项投产的IJTSR设备等,此外还有尚未命名的处在开发试验中的机种,不能排除它们后来者居上的可能性。
5.5 半无头、无头化连续轧制和热轧带钢的深加工
SMS提出将CSP工艺过程和轧制的连续化方案。以墨西哥HYLSA公司操作结果来看,据此可使薄规格热带产量提高53%。
将热带进一步深加工(如增加冷连轧机进一步生产冷轧带);或将热带进行调质处理(如连续热镀锌),是增加薄板坯连铸设备产品附加值的好办法。意大利阿尔维迪ISP的热带产品已进一步进行热浸镀,以提升档次,扩大品种应用领域。
6结束语
薄板坯连铸连轧工艺的优越性已不容置疑,该技术正在引起扁平材生产的革命性变
化,以往如要建成一个热轧卷产品的高炉—转炉综合性钢厂,设备投资至少要30亿美元,
而今薄板坯连铸连轧只要其六分之一的投资费用,而且建设周期较短。
估计到2010年,全世界可能建成75个薄板坯连铸连轧工厂,总生产能力达到1.9亿t/a,即全球50%左右的热轧板卷将采用薄板坯连铸连轧工艺生产。
我国尽管是个钢铁大国,但并不是钢铁强国,钢材品种少,质量差和板材所占比率太低;生产成本、能耗等技不如人,而薄板坯连铸工艺为我国钢铁工业提供了一条低成本扩大板材比的捷径。过去几年在这项新工艺的开发利用的速度上,我们与国外许多企业相比慢了一步。
我国已引进的三套是CSP薄板坯连铸连轧设备,因为CSP设备是目前世界上最成熟、最可靠的设备,且有一大批用户企业的操作经验和实际可作借鉴,可用于满足市场上需求量最大的结构用板材生产,从风险角度来说,选择CSP是正确的,在浇铸钢种,产品内部、表面质量及机械性能方面也完全能满足用户对热带的要求。
Conroll法是专门用来生产特殊钢的,当然也能生产碳素钢,由于该法采用的是常规板坯连铸技术,所以易于操作掌握,适合于我国特钢厂开发利用。
达涅利的FTSC和FTSR(薄板坯灵活轧制)是当今世界水平较高的薄板坯连铸连轧设备,适应性最强,生产钢种最多,能浇铸目前其他工艺尚未解决的包晶钢这类裂纹敏感钢种,但样板厂就只有加拿大阿尔戈马厂一家,该厂采用高炉、转炉优质钢水,再经CAS—OB处理。目前,据有关消息介绍,包晶钢生产仅占总产量的5%~8%,但缺陷率却要占大多数,且相应建设周期较长,故引进该技术存在一定风险。
综上所述,笔者认为上述三种薄板坯工艺各具特色,我国钢厂要根据本企业具体情况来决定,如果希望减少投资风险,生产稳定可靠、尽早收回投资,则应选择CSP法,如果对钢种方面有特殊要求,则FFSC法似乎目前处在领先地位。
- [腾讯]
- 关键字:无





