
 加入收藏
加入收藏 首页
首页
45 t转炉炉况维护改进与应用
来源:孟凡玉 |浏览:次|评论:0条 [收藏] [评论]
济南钢铁集团 济南 250101
摘 要 转炉炉底上涨,转炉炉底下降,转炉熔池变形等炉型变化容易造成不利于冶炼过程控制,从而降低了转炉炉龄和枪龄,易造成漏炉事故。通过采用“均衡”砌炉工艺,改进溅渣护炉工艺,补炉控制,生产工艺控制,强化炉型测量,有效地保证了转炉运行的稳定,转炉补炉时间和耐材消耗大幅度降低,转炉炉龄达到30000炉以上,降低炼钢生产成本。
关键词 氧气转炉 炼钢 炉衬护炉
1 前言
济钢第一炼钢厂现有45 t转炉4座,通过扩容改造后转炉有效容积为32 m3,目前单炉出钢量50 t左右,年产量400万t。随着生产节奏的提高和高质量标准要求的品种钢特别是低C高合金量钢种比例的增加,转炉炉衬维护特别是炉役中后期炉型控制对生产的稳定和品种质量提高的影响越来越明显,转炉炉型控制不当一方面不利于冶炼过程控制,造成吹炼过程喷溅返干现象严重,炉口氧枪烟道粘钢现象严重,大大增加炼钢钢铁料和造渣料消耗成本,同时降低了转炉炉龄和枪龄,极易造成漏炉等恶性事故,危害生产稳定和设备安全,另一方面由于炉型不均匀造成终点钢水温度、成分偏差较大,极易造成成分出格和低温事故,特别是限制了低C品种钢的生产开发,影响了正常生产组织和品种计划的兑现。为此,通过提高转炉炉型控制工艺系统开发来稳定转炉炉型,对促进炼钢生产稳定发展具有重要意义。
2转炉炉型变化及成因
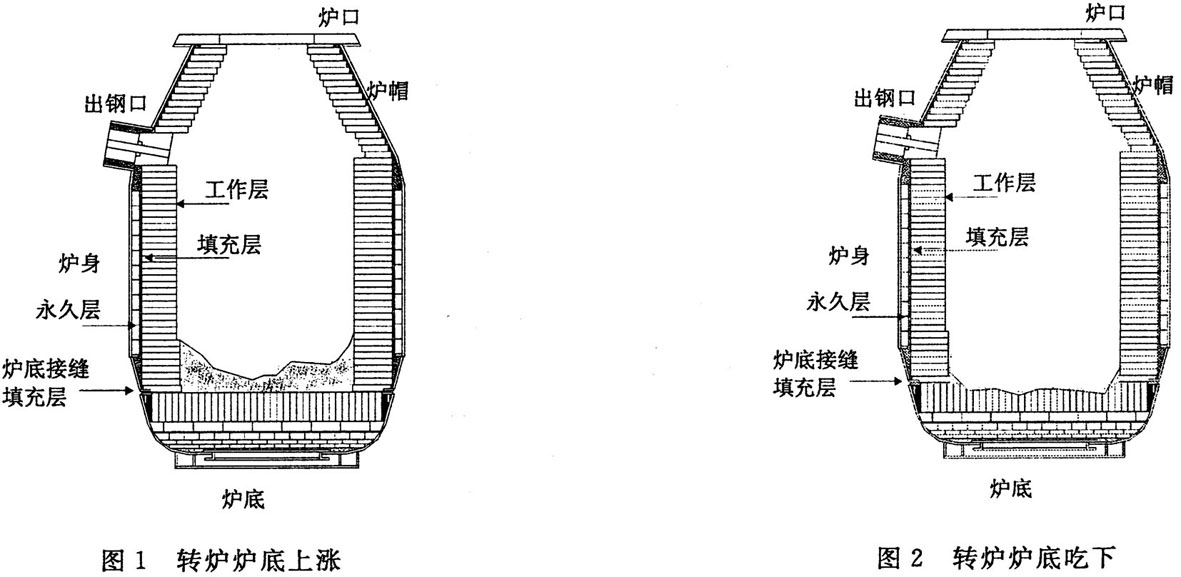
2.1转炉炉底上涨
2.1.1转炉炉底上涨危害
炉底上涨造成转炉有效容积减小(见图1),根据计算,35 t转炉炉底每上涨100 mm,转炉有效容积减小0.75 m3,相应降低转炉有效容积2.5%,炉底严重上涨后,转炉操作过程中喷溅现象加重,降低了金属收得率,增加了钢铁料消耗,同时由于喷溅严重造成炉帽粘钢严重,容易引起安全事故和设备事故。炉底上涨后,操作工仍按照以往的枪位进行操作,造成枪位过低,容易造成粘枪化枪事故,另一方面粘烟道现象加剧,造成转炉除尘效果恶化,甚至造成整个烟道堵塞,转炉被迫停产,氧枪枪头被侵蚀后,造成供养参数发生变化,氧气流股偏离原设计要求,造成氧气利用效率降低,炼钢工判断终点失误,拉碳后吹现象严重,相应钢水炉渣氧含量增高,不利于钢水质量提高,同时炉衬侵蚀和合金消耗增加。
2.1.2 转炉炉底上涨成因
1)溅渣压力过低或溅渣枪位过高,在高压氮气压力较低情况下,由于氮气冲击力较低造成炉渣溅不起来,炉渣堆积在炉底造成炉底上涨。2)溅渣时间过长,造成炉渣冷凝成坨后堆积在炉底。3)造渣料特别是石灰生烧现象严重,活性度低,配加石子用量过大,造成炉渣化不透,同时炉前为了保证转炉必要的碱度和脱磷脱硫效果又进一步增加石灰用量,结果进一步造成炉渣粘稠,溅渣不起渣,翻炉时炉渣仍集于炉底,造成炉底上涨。4)连续留渣操作,造成炉渣在炉底逐渐堆积。5)铁水等原料Si低,由于铁水Si含量不稳定,有时连续出现Si低现象,炉前仍按正常方式控制石灰加入量,造成炉渣碱度过高。
2.2 转炉炉底下降
2.2.1 转炉炉底吃下危害
炉底下降后对转炉安全有较大影响,目前中小转炉均采用活炉底结构(见图2),炉底镁碳砖和炉身镁碳砖间填充为电熔镁砂颗粒细粉,炉底在接缝以下时容易造成填充层电熔镁砂内漏,炉底接逢形成缝隙,造成炉底接逢漏钢事故,同时炉底镁碳砖吃下严重也极易造成炉底中心漏钢事故,另一方面由于炉底吃下后形成部分死角,造成吹炼后期钢水成分温度的不均匀现象,影响钢水质量并造成废品事故,因此应严格控制炉底高度,保证炉底溅渣层正常在接逢以上。
2.2.2 转炉炉底吃下成因
1)冶炼大合金量钢种,终点温度过高造成炉渣过稀,出钢后未及时调渣,炉渣过稀无粘稠度,溅渣护炉效果差,溅渣过程炉底不挂渣。2)连续生产低C品种钢造成炉渣中FeO含量过高,降低了炉渣熔点,影响了溅渣护炉效果。3)铁水等原料中SiO2含量过高或石灰中有效CaO含量过低,未及时增加石灰用量,造成炉渣碱度过低。4)炉役后期,熔池较浅,采用大氧压低枪位操作造成炉底冲刷严重。5)氧气切断阀关不严,溅渣时氧气洗涮炉底。
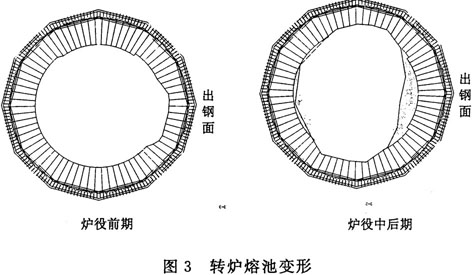
2.3 转炉熔池变形
转炉熔池变形表现在熔池由于炉渣钢水冲刷和侵蚀作用,其形状由最初圆形成为椭圆形(见图3),由此造成转炉吹炼过程熔池钢水循环慢,成分温度不均匀,不利于钢水成分温度的有效控制,同时降低了氧气有效利用系数,给正常的炉衬维护也带来不好影响。转炉熔池变形由多方面原因造成,炉役前期表现在倒渣面经常受到铁水废钢的确冲击冲刷作用,容易出现倒渣面凹下想象,而炉役后期由于连续补炉,经常会出现倒渣面很平,两侧耳轴吃下造成的椭圆形状;加料不均衡和氧枪偏一侧也是造成炉衬变形的确主要原因之一。
3转炉炉型控制措施
3.1采用“均衡”砌炉工艺
提高砌炉质量,首先从砖衬材质进行调整,原来从砌炉成本考虑,炉衬采用熔池为T18 A镁碳砖,炉身采用T14B镁碳砖,两大面和出钢口采用焦油白云石大砖,极易造成两大面凹下,结合不同部位炉衬侵蚀情况,一方面炉衬砖全部采用镁碳砖,除炉口、出钢口部位和炉底砖采用T14B外,其余部位均由砖改为T18A镁碳砖,另一方面根据转炉各部位侵蚀速率不同采用不同厚度的镁碳砖,适当增加倒渣面工作层厚度(由正常500mm调整为550 mm),保证炉侵前期进一步增强了倒渣面抗侵蚀和冲刷能力。
3.2改进溅渣护炉工艺
控制炉底上涨和下降的关键在于合理控制溅渣护炉,只要终渣碱度合适,溅渣后炉渣有一定流动性,一般不会出现炉底上涨。转炉采用溅渣护炉工艺后吹炼过程更应注意调整熔渣成分,在控制好化渣过程后(初期渣化好,过程渣化透,终点渣做粘),出钢后熔渣能“溅得起,粘得住,耐侵蚀”。在调渣剂中,使用轻烧白云石与菱镁矿配合使用,控制渣中MgO的适度含量,稳定溅渣效果。同时,现场严格控制溅渣时间与溅渣率,稳定、提高溅渣效果。采用溅渣护炉工艺后实际已经其到留渣操作的效果,如果再继续将未溅起余渣用于留渣操作则会造成炉温偏低,渣量过大,吹炼前期喷溅现象严重,同时由于溅渣后剩余炉渣过稠,正常情况下溅渣后必须及时将炉渣到净,如果因异常原因等条件时采取摇平炉子挂大面操作,避免竖炉等铁现象。同时要根据不同钢种采取不同的造渣工艺,特别是部分低C钢种或拉后吹严重炉次,终渣中TFe含量较高,应合理控制调渣剂使用,确保炉渣具有良好的耐火度,提高溅渣护炉效果。
3.3 补炉控制
采用溅渣护炉后,转炉出钢面基本取消了大面料补炉,只是在套补出钢口时适当扔一部分大面补炉料。而在倒渣面,由于受铁水废钢冲击作用和前期钢水炉渣侵蚀作用,容易出现凹坑,必须采用有效的补炉料进行维护,在补炉过程中仍根据炉衬侵蚀情况合理控制补炉频率和单次补炉料加入量,避免因补炉集中造成倒渣面凸起,两侧耳轴凹下现象,在补炉过程中采用贴砖和喷补措施控制两侧耳轴处凹坑。
3.4生产工艺控制
强化转炉过程工艺控制,确定合理稳定的装人制度、供氧制度、造渣制度和终点控制制度,保证冶炼过程前期渣化透后期渣做粘,保证合理的矿石用量比例,保证合理的炉渣成分,尽量降低终点钢水温度、提高终点钢水C含量,避免拉后吹和终点加矿石降温现象,避免连续生产低C大合金量钢种对炉衬炉型维护均起着关键作用。另一方面结合生产实际,合理设置造渣料料仓,保证造渣料加入有效控制合理性,改变原来集中一侧加石灰、一侧加矿石造成的加灰料仓侧炉衬侵蚀严重,而另一侧相对较好的不均衡现象。在高位料仓两侧各设石灰和矿石仓一个,保证吹炼过程两侧均衡加料,这样相应熔池上部渣层成分基本均衡,减轻了单侧矿石集中造成的相对应侧炉衬炉渣氧化性强,炉衬侵蚀严重现象。
保证氧枪及套管的对中对减轻单侧炉衬侵蚀起着重要作用,由于正常情况下氧枪连续使用几百炉,一旦出现氧枪套管斜或氧枪座垫偏就造成氧枪在炉内偏一侧,往往造成一侧熔池炉衬受冲刷加剧严重侵蚀现象,因此每次更换氧枪及套管时必须及时校正,保证氧枪及套管的对中。
3.5 强化炉型测量控制
将炉底测量作为制度保证,保证每班采用测量杆测量炉底,要求每班必须测量炉底高度,严格控制炉底高度在接逢上100 mm左右,保证枪位测量准确性,一旦发现过程炉底上涨或吃下后及时采取调整溅渣工艺调整,合理控制溅渣工艺参数,这样既能保证转炉必要的有效容积,又能避免炉衬吃下漏填充料现象。溅渣炉底上涨或吃下后,应在短时间内恢复到正常状态。炉底上涨严重时可以采用氧气吹扫炉底方法,转炉出钢倒渣后,采用低枪位(距炉底1 m左右)低氧压(0.5 MPa左右)短时间(每次30 s左右)吹扫炉底,然后迅速倒出渣子,避免对炉身砖衬的侵蚀;一般情况下应采用调渣工艺逐步恢复炉底正常状态。
4 结论
济钢第一炼钢厂通过强化炉型控制,有效地保证了转炉运行的稳定,转炉补炉维护时间和补炉耐材消耗同比降低一半以上,转炉炉龄达到30000炉以上,在降低炼钢生产成本同时,有效地提高了炼钢产量。
良好的炉衬维护和炉型控制是转炉生产稳定的基础,同时由于炉型在一个炉役中不断变化,而炉况和炉型恶化是长期不当吹炼操作和炉衬维护不当造成的,因此下一步生产中,将控制炉型进一步严格从每一炉抓起,强化每一炉钢的吹炼操作和溅渣护炉,同时建立相应的制度保证,控制炉型向有利于冶炼工艺的方面变化,以有效保证转炉炼钢生产的长期稳定高效运转。





