
 加入收藏
加入收藏 首页
首页
电磁制动对薄板坯连铸结晶器涡流的影响
来源:Baokuan LI.Fumitaka TSUKIHASHI |浏览:次|评论:0条 [收藏] [评论]
电磁制动对薄板坯连铸结晶器涡流的影响
Baokuan LI.Fumitaka TSUKIHASHI
摘要:开发了数学模型,以研究电磁制动(EMBR)对薄板坯连铸结晶器涡流的影响。结晶器内熔融钢水由结晶器浸入式水口(SEN)的两个侧孔流出。采用低雷诺数k一ε紊流模型计算有效粘度。数学模拟表明,即使在水口外形对称和注流稳定的条件下也能产生非对称的涡流。模拟中的非对称流动由数据冗余引起,数据冗余代替了实际生产中的水口堵塞、水口不对中和随机湍流等。涡流强度取决于由水口出流角和拉速决定的结晶器表面流速。施加静态磁场可以显著抑制涡流和改变涡流形态,但不能将其彻底消除。表面流速随线圈电流的减小而显著降低,同时结晶器内的波高明显变小。此外,浸入式水口附近由涡流引起的失稳区逐渐变得稳定。结晶器下部的下降流流速受到抑制并形成活塞流。
关键词:连铸;电磁制动;薄板坯;涡流;数学模型
1 前言
为降低成本,提高产能,薄板坯连铸技术得到了广泛应用。与弯月面稳定性、液面波动和结晶器卷渣相关的问题变得更加严重。因此,通过采用恰当的浸入式水口(SEN)结构、优化操作条件和使用电磁制动来控制熔融钢水流动,已成为提高质量和产能的一个重要研究领域。国内外学者开展了许多研究,以开发多种分析连铸结晶器中流体流动的数学模型。然而,由于绝大部分模型都局限于简单几何外形产品的连铸,例如小方坯、板坯和大方坯。很少见到薄板坯连铸工艺流体流动的相关报道。
Honeyand等仅进行了简单水口平行板型结晶器的水模型研究,研究结果表明,即使注流稳定并沿中心线对称,结晶器内的波动仍很剧烈。Obnnor等分析了CSP(薄板坯连铸连轧)工艺结晶器热传导和应力,并再现了热循环造成的结晶器易开裂区。此外,还预测了结晶器的变形。尽管获得了关于变形的相当好的研究结果,但由于他们的研究主要集中于结晶器应力分析,在结晶器和钢水温度计算中忽略了流体的对流。Nam等基于适体坐标系,采用有限体积法开发了三维数学模型,综合分析漏斗形结晶器内流体流动、热传导和凝固。然而,假定结晶器中的流体流动和热传导是双对称的,只分析了结晶器的1/4。Gupta and I.ahri研究了板坯连铸结晶器底部的非对称流动并发现流动模式是变化的。Yuan等采用大涡数值分析法(LES)和粒子图像测速法(PIV)研究了板坯连铸结晶器内的单相瞬态紊流。观察了复杂涡流结构,即两种典型紊流的结构,包括多种相对简单或复杂的涡流,涡流分散的更小或合并成更大的涡流。这两种流动模式相互交替。Ramos—Banderas等采用大涡数值分析法分析了板坯结晶器水模型的非稳态流体流动,他们的研究表明:由于存在标志紊流的残余雷诺应力,注流中心的垂直振动使流动模式随时间变化。
关于连铸结晶器涡流的研究很少。笔者研究了平行板型结晶器的流动模式,发现涡流不能完全避免,即涡流形成是由于水口不对中、水口堵塞、滑动水口和湍流等初始扰动使涡流在浸入式水口附近产生。本文分析了漏斗形板坯连铸结晶器宽边上部涡流,同时研究了电磁制动对流场的影响。接近结晶器出口,铸坯向结晶器内收缩,横截面积减小。薄板坯连铸结晶器最大拉速达6 m/min,允许铸坯厚度为50~70mm,而传统铸坯厚度为150~350mm。
2数学模型
2.1公式
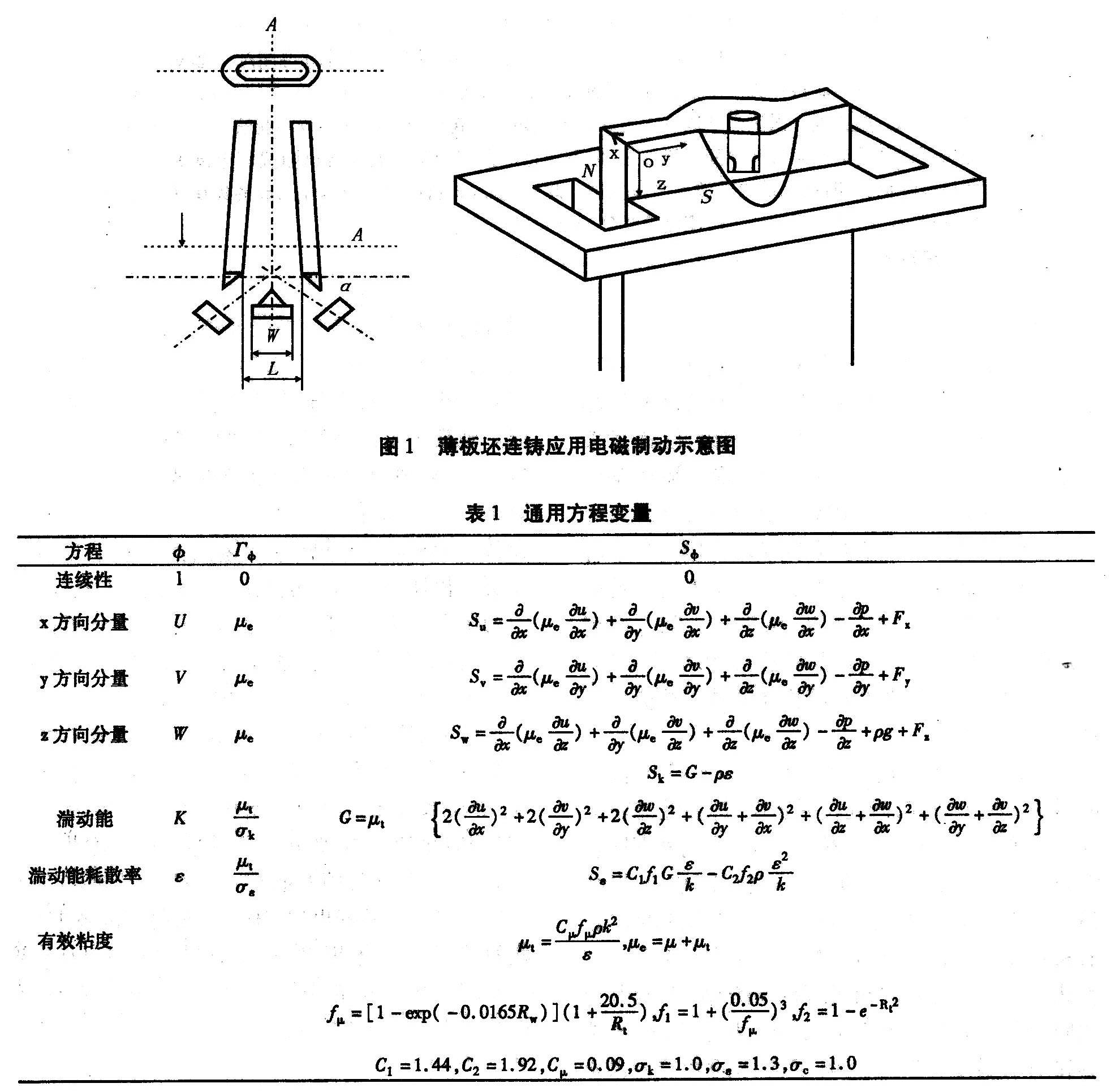
开发了有限元模型,用以分析图1中所示薄板坯连铸结晶器部分的钢水流动。一般来说,因为假设结晶器为双对称,只需要模拟它的l/4。但在本文中研究了整个结晶器的非对称流动的特性。计算得到的雷诺数远远超过10000,说明即使远离水口流动也非常紊乱。Lam and Bremhorst提出由于结晶器壁无需壁面函数,应用低雷诺数紊流模型非常方便。圆柱坐标下,三维流动的时均传输控制方程采用以下公式表示:
▽(ρVф)=▽·(Гф▽ф)+Sф (1)
式中:y表示速度向量,其三个分量u、v和w分别表示x、y和z方向上的时均速度。变量厂表示不同的时均量,即平均速度、湍动能(J})和湍动能耗散率(e)。Гф代表扩散变量的扩散率。压力、体积力、组合和分解都包含在源项Sф中。几种流动方程见表l。
描述流场中涡流的行为,涡流状态ω分别定义如下:
ω=▽×V
ω=-▽2ψ (2)
式中:砂为流量函数。
2.2 电磁力
应用洛仑兹定律计算电磁力(F=Fxi+Fyj+Fzk)
F=J×B (4)
这里感生电流密度服从欧姆定律:
J=σ(E+V×B) (5)
同时,E=-▽φ妒,这里φ代表电压。
感生电流密度的连续性由以下方程表示:
▽·J=0 (6)
因此:
▽·σ▽φ=▽·σ(V×B) (7)
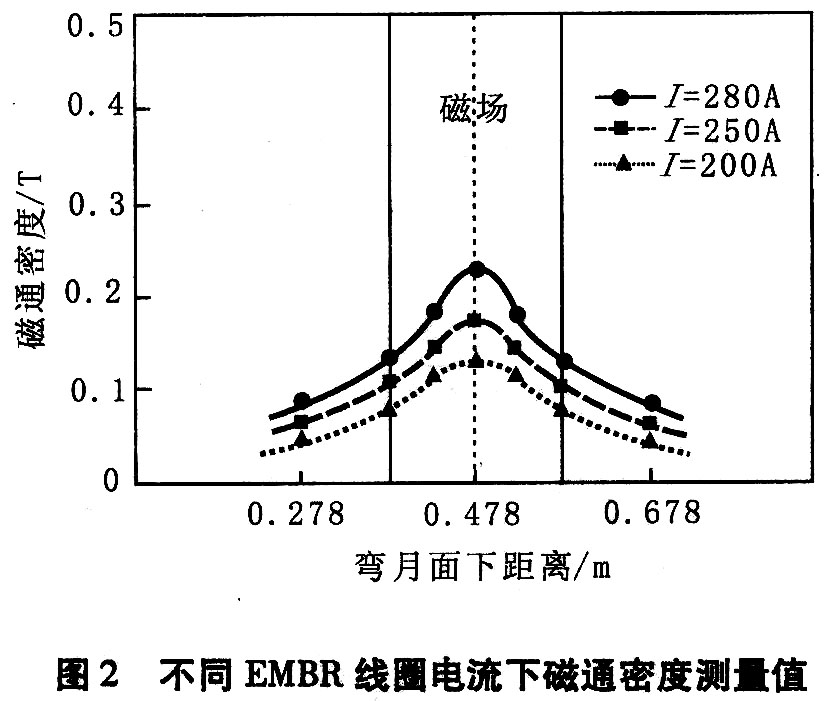
B是施加磁场的磁感应强度,由测量获得。在源电流为200~280 A时,结晶器空间间隙中最大值为0.125~0.238 T。不同EMBR线圈电流下的磁通密度测量值见图2。
糊状区未包含在计算区域内,以避免凝固前沿上的凝固潜热释放难以计算。当电流穿过凝固坯壳时,采用边界函数计算边界电压。
2.3边界条件
在流体流速连续的前提下,通过变换拉速来计算水口的注流速度。湍动能及其注流耗散率,可以通过采用半经验关系式,如k=0.01V2in,ε=sk1.5/dnzzle来进行估算,这里dnzzle。为水口的水力直径。
在钢液面上,除了垂直表面的流速为零,所有变量的法线梯度设为零。因为假设表面稳定不变,由数学模型产生的涡流比观测到的弱。由于不允许表面变形,下降流的流速可以减小。这是因为表面波高不能忽略,它是涡流下降流流速的部分驱动力。在涡流区域的出口,假设流动完全展开,即所有变量的法线梯度设为零。
2.4计算方法
采用控制容积积分法将公式离散化。非线性耦合方程采用SIMPI_,EC算法求解。通过采用分块网格法引入水口体积。假设扁圆柱状水口为矩形以应用分块网格法。将时域交替隐式差分法(ADI)和块修正技术结合起来将离散的非线性微分方程求解为代数方程。独立开发了求解该问题的FORTRAN语言代码。在求解网格细化后,采用152×52×152网格划分体系作为主要的网格划分体系。当连续解间的最大相对误差达到0.1%以下时循环停止,可在很大程度上获得收敛速度和紊流场。从流速为零的初始假设开始,需循环3 000次以达到最终收敛。
3 结果与讨论
计算采用70 mm×l500 mm的标准结晶器截面,拉速为5.5 m/min。水口浸入深度为200 mm,其注流截面为40 mm×160 mm。图1中L设为160 mm,形为72~96 mm。
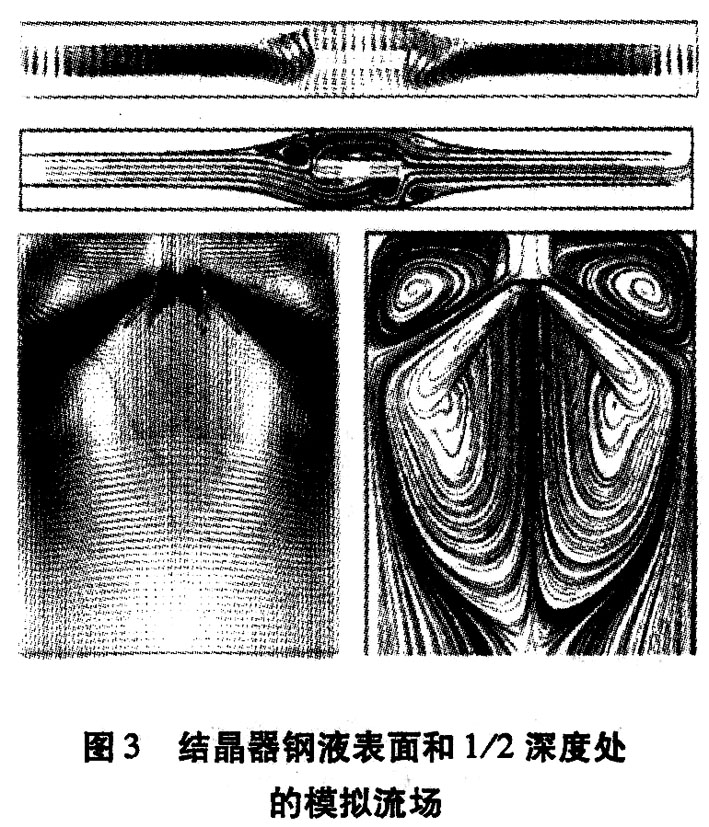
进行数学研究以更好地理解结晶器中的涡流现象。本文模拟以涡流是由结晶器中三维非对称流引起的观点为依据。图3所示为结晶器钢液深度1/2处和表面的计算流速分布,以流线和矢量表示。在表面上观测到了涡流。由于完全双对称的存在,流场在实际操作中难以获得,任何微小的波动都会引起非对称流动。
3.1 浸入式水口出流方向对流动模式的影响
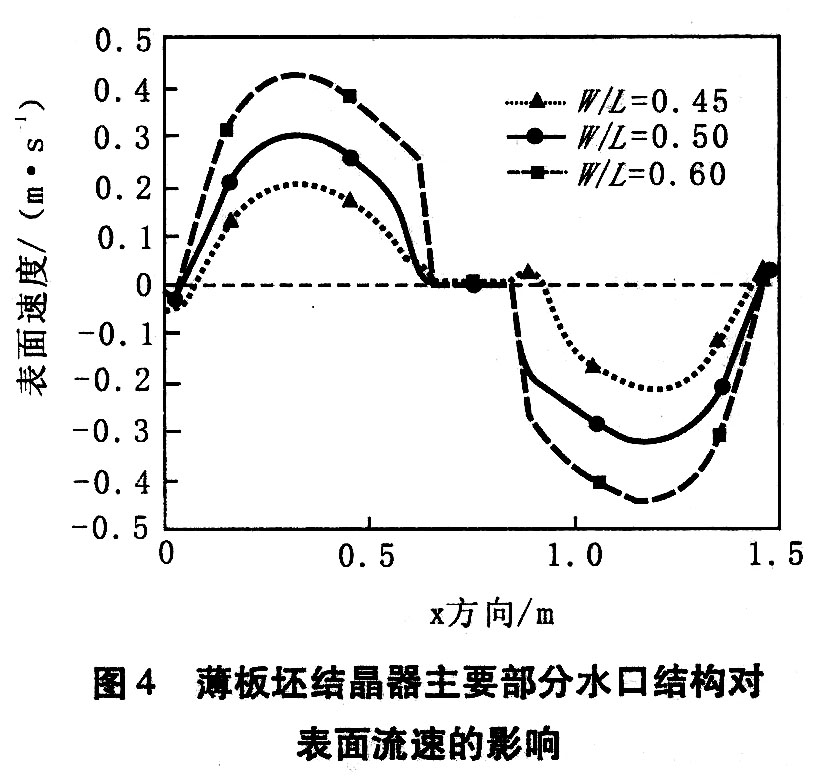
浸入式水口出流方向由水口结构和拉速所决定。当拉速恒定时,水口出流方向由水口结构决定,即W/L比。W/L比对熔融钢水表面流速的影响如图4所示。流速分布是反对称的,但由于结晶器中水口附近涡流的影响,在水口附近也能观察到水口两侧有非对称的部分。
液面波动对钢质量是非常有害的。可导致夹渣、表面凹陷甚至裂纹。给出稳态流动下的液面波动和由k一ε模型预测的波动能量之间的简单关系式。假设沿表面存在后到重力势能的理想转化。使这两种能量相等,可得到以下方程:
ρ1k=0.5(ρ1一ρf)gh (8)
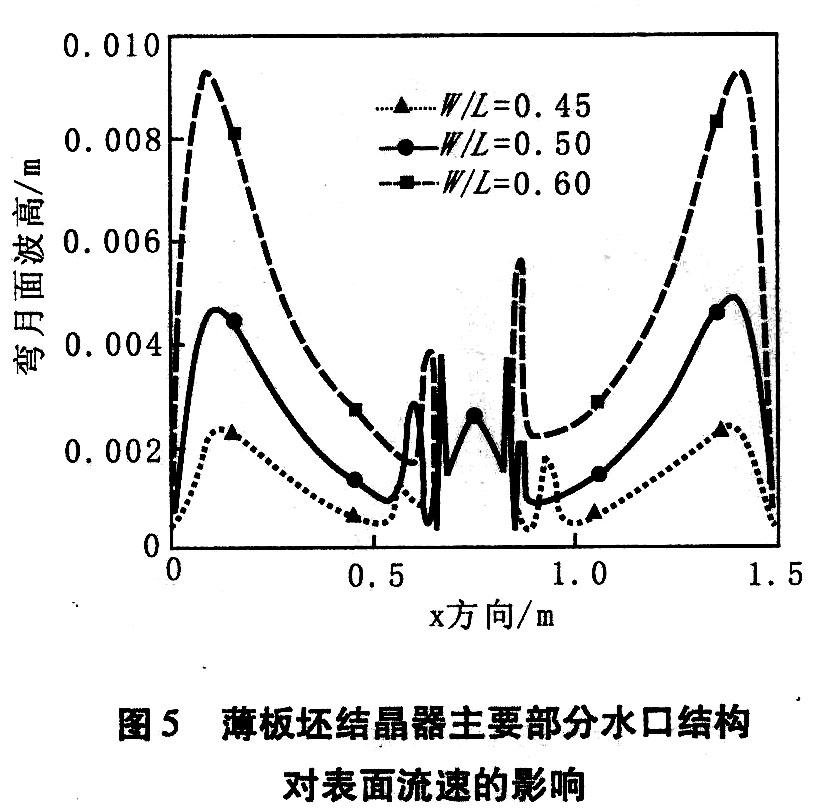
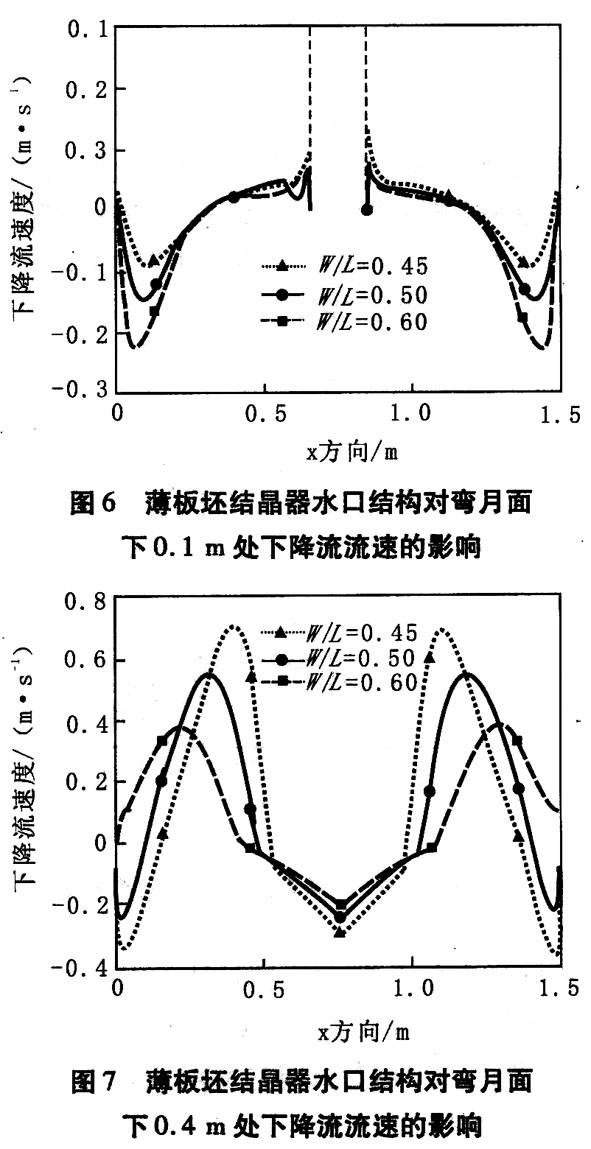
在这个简单模型中,k代表湍动能,h是平均液面波动最大值和最小值之差。图5所示为不同W/L比时,计算得到的结晶器中熔融钢水液面高度,涡流使水口附近数据分散。弯月面下0.1 m处,水口结构对下降流流速分布的影响见图6,小的非对称流仅出现在水口附近。弯月面下0.4 m处,下降流流速的对称分布如图7所示。水口结构对流速分布的影响集中在结晶器上部,随着与弯月面距离增加而减小。
3.2 电磁制动对流动模式的影响
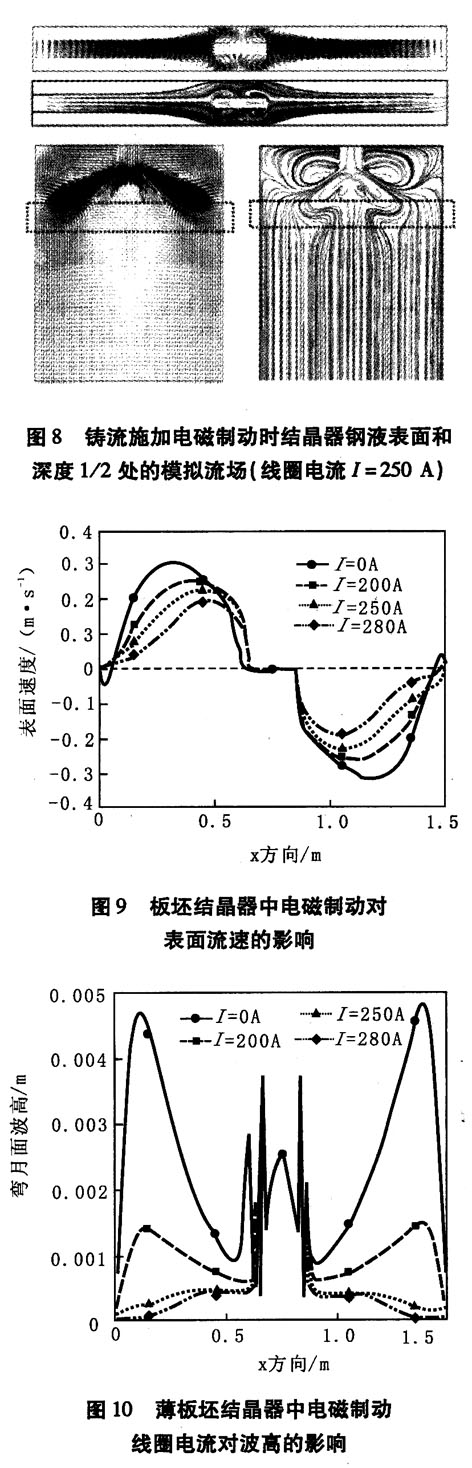
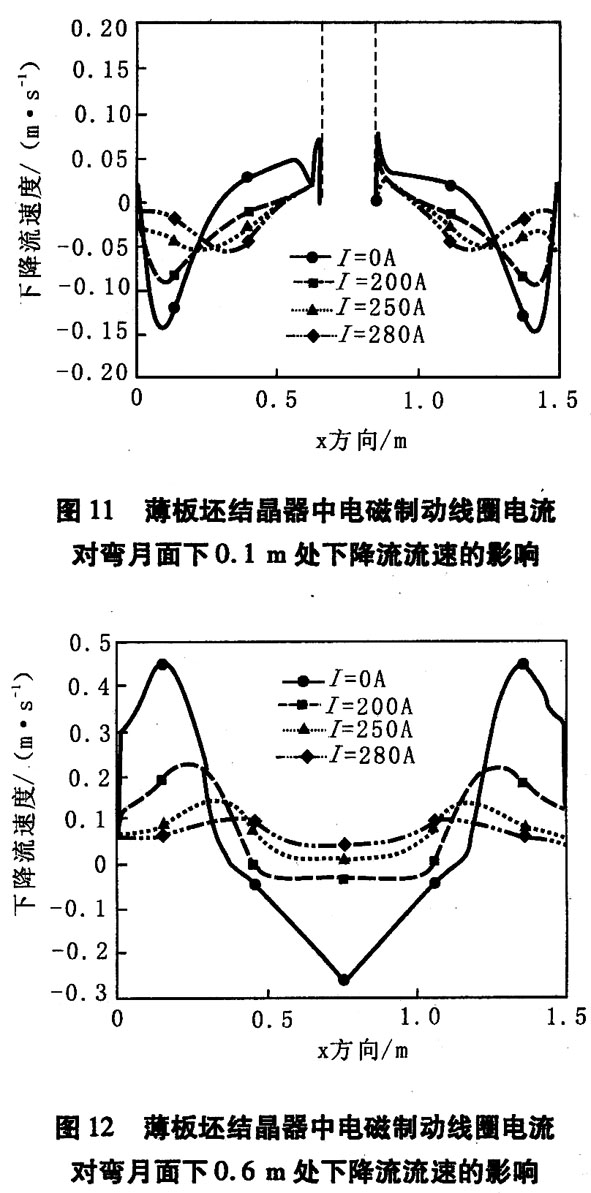
在薄板坯结晶器内施加250 A线圈电流时,表面和1/2深度处经计算得到的铸流流场如图8所示。与图3所示的结果相比较,流速明显受到抑制,而且在漏斗形结晶器内表面涡流被推回浸人式水口后部。图9显示了线圈电流对表面流速的影响。随电流增大流速显著减小。图10为线圈电流对结晶器内波高的影响。结晶器内的弯月面变得非常稳定,浸入式水口附近由涡流引起的失稳区逐渐变得稳定。电磁制动线圈电流对结晶器上部下降流流速的影响见图11。随线圈电流增加,流速变为对称分布。图12显示了电磁制动对结晶器下部下降流流速的影响。可观察到二次循环流受抑制,活塞流形成。由模拟结果发现,结晶器内熔融钢水表面涡流是由来自结晶器窄面的两个表面流股在浸入式水口附近相互剪切而成。涡流由水平旋转的流体和下降流动组成。涡流强度随流体表面流速增加而增强。施加磁场可明显抑制涡流和使其变形,但不能将其完全消除。
(1)开发了数学模型以分析电磁制动对漏斗形薄板坯连铸结晶器内涡流的影响。数学模拟表明,即使在水口外形对称和注流稳定的条件下也能产生非对称的涡流。模拟中的非对称流动由数据冗余引起,数据冗余代替了实际生产中的水口堵塞、水口不对中和随机湍流等。
(2)涡流强度取决于由水口出流角和拉速决定的结晶器表面流速。当拉速恒定时,水口出流方向由水口结构决定。水口结构对流速分布的影响集中在结晶器上部,随着与弯月面距离增加而减小。
(3)施加静态磁场可明显抑制涡流和使其变形,但不能将其完全消除。随着线圈电流的增大,表面流速显著减小。结晶器内波高明显变小,浸入式水口附近由涡流引起的失稳区逐渐平静。结晶器下部的下降流流速受到抑制,形成活塞流。
张维维 译自《ISIJ Intrnational》,Vol.46(2006),No.12
赵成林 校
(编辑袁晓青)
收稿日期:2008—10—22
- 上一篇:板坯结晶器内气泡行为的模拟研究 下一篇:连铸漏钢原因分析与控制措施
- [腾讯]
- 关键字:无





