
 加入收藏
加入收藏 首页
首页
大方坯连铸结晶器电磁搅拌的数值模拟
来源:任兵芝, 朱苗勇。 |浏览:次|评论:0条 [收藏] [评论]
摘 要:对大方坯连铸结晶器电磁搅拌过程的流场和温度场进行了数值模拟,并讨论了搅拌强度对流场和温度场的影响。结果表明:在结晶器电磁搅拌下,搅拌器区域的钢液变为水平旋转,使从水口向下吐出的钢水与向上回流的钢水流股相冲突,流股侵入深度变浅,从而使轴向温度迅速降低,径向温度升高,提高了热区位置,有利于传热;搅拌强度越大,钢水的二次流现象越明显,热区位置越高。
关键词:大方坯连铸;结晶器电磁搅拌;流场;温度场;数值模拟
中图分类号:TF777.1 文献标识码:A 文章编号:1006-9356(2009)02-0010-05
电磁搅拌技术在改善铸坯的凝固组织、提高等轴晶率、减轻铸坯中心偏析及疏松等内部缺陷方面都有显著的作用。电磁搅拌过程中电磁场、流场、温度场是相互耦合、相互作用的,对这些传输现象的深入理解有助于优化连铸工艺,提高铸坯的品质。自20世纪80年代起,国内外就开始了对电磁搅拌电磁场和流场的模拟[1~6],并为工程技术应用开发提供了有价值的参考。然而有关电磁搅拌下钢液三维流动的研究仍较少[4~6],迄今为止还少有针对大方坯连铸结晶器电磁搅拌下,电磁场对温度场影响的研究报道。因此本文作者已经建立了大方坯连铸结晶器电磁搅拌三维模型,并在文献E6]中对电磁场分布规律进行了研究。本文在此基础之上,计算了电磁场作用下钢液流场和温度场的分布,并讨论了搅拌强度对钢液流场和温度场的影响规律。
1 结晶器电磁搅拌装置
结晶器电磁搅拌的原理与三相异步电动机相似,当搅拌器的三对定子绕组,通入三相交流电后,产生一个旋转磁场,该旋转磁场切割铸坯,产生感应电流,载流的铸坯在旋转磁场作用下产生电磁力,驱动钢液旋转。图1为结晶器电磁搅拌的示意图,图中标明了搅拌器的安装位置,以及计算过程中所用到的坐标体系,坐标原点位于铸坯顶表面面心。本文模拟计算所用到的参数均来19生产现场,详见表1。
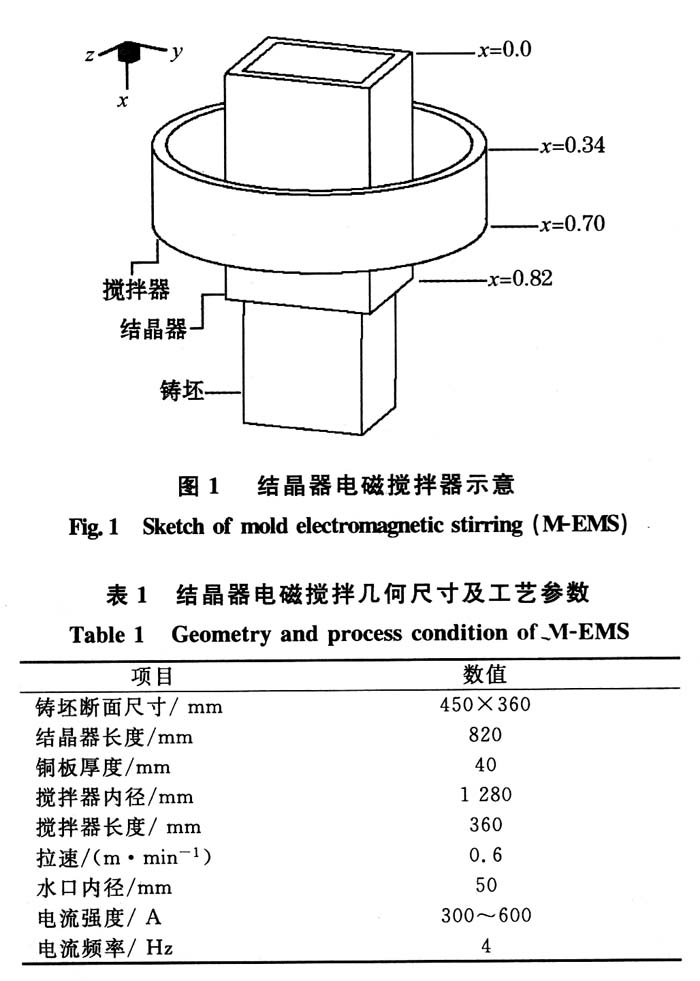
2 数学模型与求解
鉴于结晶器电磁搅拌过程中,电磁场对流场以及温度场影响的复杂性,因此在建立数学模型时,做如下假设:
(1)结晶器内钢液流动为稳态不可压缩流动,将时变的电磁力用时均值代替[6]。
(2)忽略已凝固坯壳及两相区,即假设坯壳的凝固厚度为0 mm。
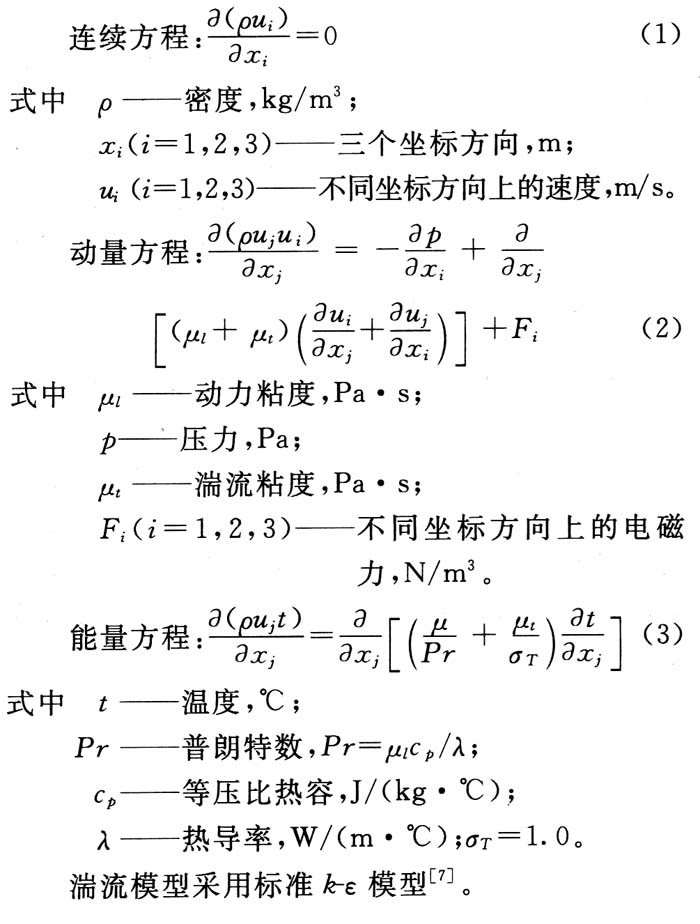
2.1 流场和温度场控制方程
2.2 边界条件
(1)壁面:用壁面函数法处理为无滑移壁面;温度按液相线温度给定。
(2)顶表面:法向速度为零,其它变量的法线方向导数为零;温度绝热。
(3)入口:入口速度由浇铸速度折算;湍流动能及其耗散率由文献[7]给定;温度按浇铸温度给定。
(4)出口:取质量流动边界条件,以保证出入钢液质量守恒;温度绝热。
采用有限体积法离散流场微分方程,用交错网格存储速度分量,流场计算采用SIMPLEC算法,当连续方程的质量源小于10-4时,即认为迭代收敛。采用Fortran语言编程,将电磁力加入动量源项。结晶器计算长度为1.8 m。计算中钢水密度为7 100 kg/m3,粘度0.0055 Pa·s,液相线温度1490℃,浇铸温度1520℃。
3 结果与分析
3.1 流场和温度场分布规律
图2(a)、(b)分别为加电磁搅拌前后搅拌器中心横截面上的流场分布图,可以看出,无电磁搅拌时,水平面上的速度很小,最大仅为0.008 m/s。而加电磁搅拌后,水平面上流动呈旋涡状,最大切向速度达到了0.28 m/s,正是这一切向速度能有效地折断枝晶形成晶核,从而促进等轴晶生长,同时清刷凝固面前沿,使坯壳生长均匀,减少表面与皮下裂纹和漏钢事故。从图2(b)中可看出,切向速度在边缘部分最大,向中心不断衰减。
图3(a)、(b)为加电磁搅拌前后铸坯中心纵截面上的流场分布图。可以看出未加电磁搅拌时,钢水从浸入式水口高速流出,向下侵入液相穴深处,然后沿凝固面一侧向上回流,形成单一的环流。而加电磁搅拌后,从浸入式水口吐出的钢水在电磁搅拌的有效区由垂直向下转变为水平旋转,形成旋转流动的主流区,见图2(b);而主流区上方的钢水形成由中心向下而由凝固面一侧向上的环流,称为上环流区;与此相反,在主流区下方的钢水形成由凝固面一侧向下而由中心向上的环流,称为下环流区[8]。
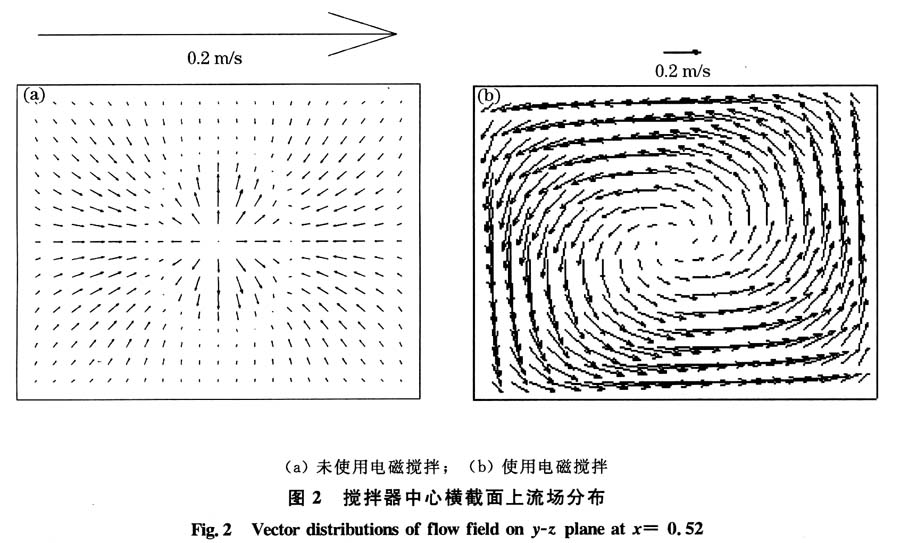
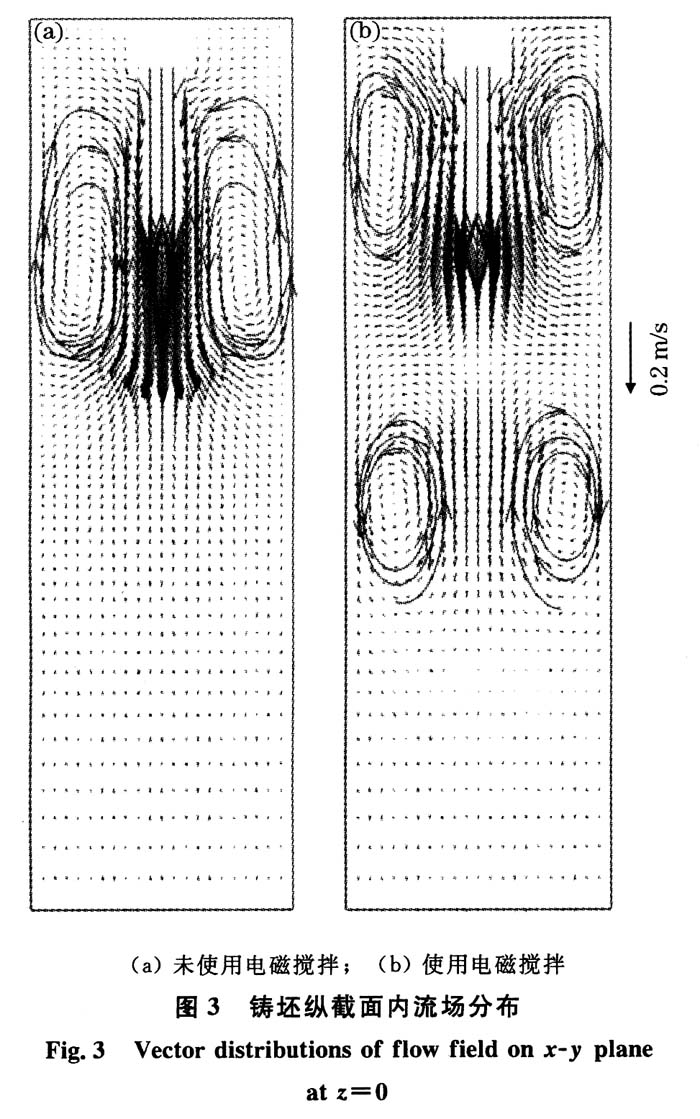
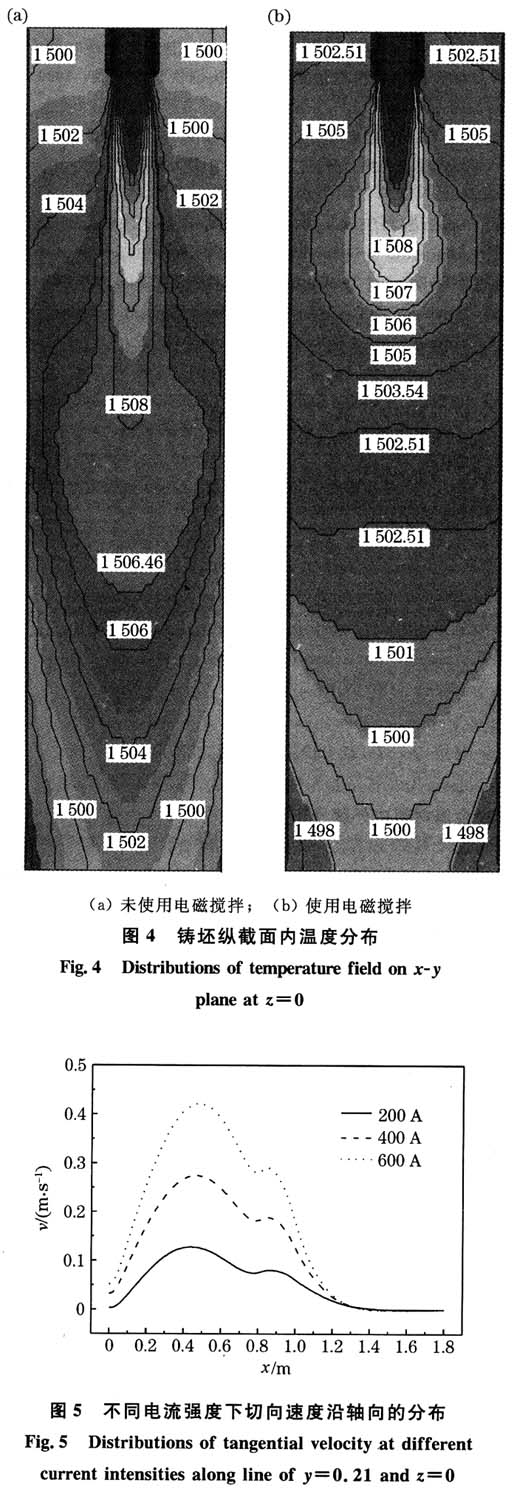
图4(a)、(b)为加电磁搅拌前后铸坯中心纵截面上的温度分布图,可以看出,未加电磁搅拌时,过热的钢水从浸入式水口吐出,向下流动,过热度缓慢消失;在铸坯断面上,其芯部温度高,而向凝固面一侧急剧下降,其温度分布呈驼峰状。但是在M-EMS条件下,由于旋转搅拌使从浸入式水口流出的钢水的流动方向由垂直向下变为水平旋转,使其侵入深度变浅,从而使轴向温度迅速降低,径向温度升高,使凝固面前沿的温度梯度增大,有利于传热。形象地说,结晶器内钢水温度分布被削峰填谷,从而提高了热区位置,这就是结晶器电磁搅拌的热效应[8]。
3.2 搅拌强度对流场和温度场的影响
图5为不同励磁电流强度下切向速度沿轴向的分布图,从图中可以看出,随着电流强度的增加,横截面内的旋转速度相应增大,即搅拌强度增大,最大切向速度由200 A的0.13 m/s增大到600 A的0.45 m/s。
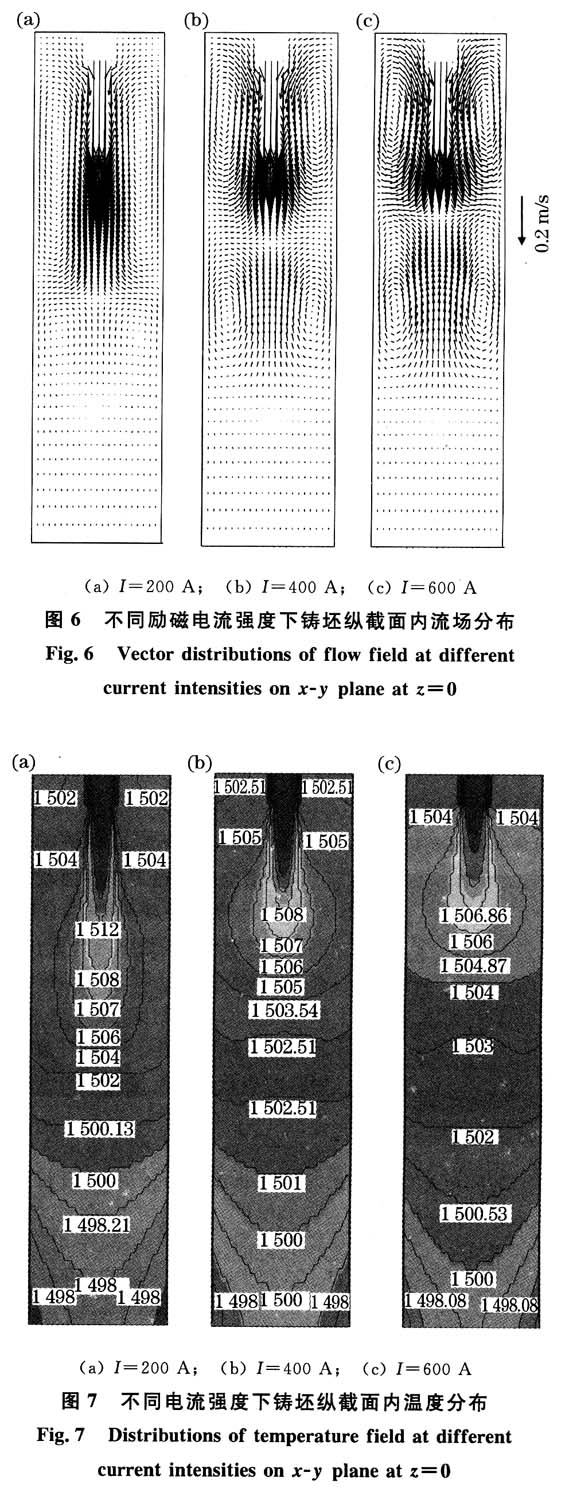
图6为不同励磁电流强度下铸坯纵截面内流场分布图,从图中可以看出,当电流为200 A时,由于搅拌强度较弱,铸坯内的二次流尚未完全形成,从浸入式水口流出的钢水侵入较深,随着励磁电流强度的增大,搅拌强度增大,钢水侵入深度变浅,二次流也逐渐形成并得到强化。从图6中可看出,400 A,4.0 Hz时二次流已基本成形。
图7为不同电流强度下铸坯纵截面内温度分布图,可以看出,随着励磁电流强度的增加,上环流区的温度增加明显,热区位置提高。励磁电流强度越高,芯部温度降低越快,铸坯横断面上的温度分布越平缓。
4 结论
(1)无电磁搅拌时,水平面上的速度很小;加电磁搅拌后,在铸坯水平截面上流动呈旋涡状,且切向速度在铸坯边缘最大,向中心逐渐减小。
(2)在M-EMS条件下,结晶器内钢水的流动可分为3个区域。主流区:从浸入式水口吐出的钢水由垂直向下转变为水平旋转。上环流区:钢水形成由中心向下而由凝固面一侧向上的环流。下环流区:主流区下方的钢水形成由凝固面一侧向下而由中心向上的环流。
(3)在M-EMS条件下,由于旋转搅拌导致钢水侵入深度变浅,从而使轴向温度迅速降低,径向温度升高,使凝固面前沿的温度梯度增大,有利于传热。
(4)搅拌强度越大,钢水的二次流现象越明显,热区位置越高。
参考文献
[1] 李建超,崔建忠,王宝峰,等.小方坯连铸结晶器电磁搅拌的数值模拟[J].炼钢,2007,23(1):35.
[2]周伟,韩海鹰,贾斌,等.小方坯连铸结晶器电磁搅拌磁场和流场的模拟仿真[J].包头钢铁学院学报,1999,18:139.
[3]丁国,李建超,王宝峰,等.小方坯连铸结晶器电磁搅拌磁场和流场的耦合分析[J].包头钢铁学院学报,2006,25(3):222.
[4]Spizer K H,Dubke M,Schwerdtfeger K.Rotational Electro-magnetic Stirring in Continuous Casting of Round Strands [J]。Metallurgical Transactions B,1986,17(3):119.
[5]Natarajan T T,Ei—Kaddah N.Finite Element Analysis of Electromagnetically Driven Flow in Sub-Mold Stirring of Steel Bil-lets and Slabs[J].ISIJ International,1998,38(7):680.
[6]任兵芝,朱苗勇,王宏丹,等.大方坯连铸结晶器电磁搅拌三维电磁场与流场的数值模拟[J].金属学报,2008,44(4):507.
[7]陶文铨.数值传热学[M].第二版.西安:西安交通大学出版社,2001.
[8]毛斌.连铸电磁冶金技术[J].连铸,1999,5:36.
- [腾讯]
- 关键字:无





