
 加入收藏
加入收藏 首页
首页
曲梁理论在矫直应变计算中的应用
来源:满 媛1, 李宪奎1, 杨拉道2 |浏览:次|评论:0条 [收藏] [评论]
曲梁理论在矫直应变计算中的应用
满 媛1, 李宪奎1, 杨拉道2
(1.燕山大学机械工程学院,河北秦皇岛066004; 2.中国重型机械研究院,陕西西安710032)
摘 要:针对笔者开发并于目前广泛应用的连铸坯固定辊连续矫直技术,采用曲梁理论对矫直应变进行了研究。针对某钢厂直弧形板坯连铸机的连续弯曲、矫直改造,计算了矫直曲线曲率以及坯壳固液相界面处的矫直应变,并与原来使用的多点矫直的结果进行了对比和分析。研究表明采用曲梁理论计算矫直应变的方法是合理的,现场实际应用效果表明通过采用连续矫直技术降低矫直应变的速率对提高连铸坯质量以及产量都有很重要的意义。
关键词:连铸;连续矫直;应变
中图分类号:TF777 文献标识码:A 文章编号:1001-0963(2009)
到目前为止,连铸坯的弯曲矫直技术从单点弯曲/矫直、多点弯曲/矫直一直发展到目前广泛应用的连续弯曲/矫直。多点矫直的采用使连铸机实现了带液芯矫直,提高了拉坯速度,降低了铸机高度。但多点矫直在每个矫直辊处产生较大的应变突变,应变速率很大[1]。连续矫直技术很好地解决了这个问题,应变在整个矫直区内连续变化,应变速率明显降低,从而提高铸坯质量,并由于减少拉坯阻力而提高拉坯速度。
多点弯曲/矫直和连续弯曲/矫直技术均是由国外首先开发和应用的,连续弯曲/矫直技术主要以渐进弯曲/矫直和连续弯曲/矫直为代表,但是此技术还有不尽完善的地方,如弯曲/矫直曲线的曲率变化是非线性的,使铸坯在弯曲/矫直过程中产生较大的应变速率峰值,这对铸坯裂纹,特别是固液两相区的裂纹有不利的影响。国内燕山大学早在1983年就开始了对连铸坯矫直技术的研究,开发了“等应变速率固定辊连续矫直技术”,它综合了国外的渐进矫直和连续矫直的优点,克服了其应变速率有峰值等缺点,成为具有中国特色的一项连续矫直技术[2,3]。该项技术已经得到国内同行认可,并已在多家方坯和板坯连铸上应用。但是由于连续矫直技术是近年来才广泛被各钢厂接受并推广应用的,因此对于连续矫直技术中铸坯矫直应变的变化规律的研究还不够深入,目前常用的矫直应变的计算方法仍是沿用以往针对多点矫直技术的计算方法[4,5],该方法在连续矫直情况下是不合适的。关于连续矫直铸坯变形行为中铸坯矫直应变的计算方法目前未见相关报道,有必要对此进行研究。本文应用曲梁理论对固定辊连续矫直技术矫直应变进行了计算,并与多点矫直技术进行对比。针对鞍山钢铁公司第二炼钢厂2号直弧形板坯连铸机连续弯曲、矫直改造,计算了改造中使用的连续矫直曲线的曲率以及矫直区坯壳固液界面处的矫直应变,实际应用效果表明通过采用连续矫直技术降低矫直应变的速率对提高铸坯质量很有意义,改造的成功表明了连续矫直技术的优越性。
1 连续矫直过程中铸坯的受力
铸坯在连续矫直过程中,作用在连铸坯坯壳上的力主要有矫直力(矩)、鼓肚力、矫直辊不对中带来的载荷、拉坯力、重力、热载荷、辊子弯曲产生的载荷以及辊子开口度不足带来的压轧力等。这些力作用在铸坯上产生的应变中,占主要部分的有矫直应变、钢水静压力产生的鼓肚应变、矫直辊错位带来的应变、重力带来的应变和热应变几项。其中,鼓肚应变在铸机基本参数设定并且工艺参数保持不变的情况下是不变的;重力带来的应变只要坯壳厚度一定就不发生变化;热应变在铸机冷却工艺参数一定从而坯壳温度一定就保持不变,且温度梯度带来的应变在固液界面处为压应变,对于防止坯壳受拉应力产生裂纹是有利的;然而,矫直应变和矫直辊错位带来的应变是可以通过合理设计而减小的,这也是连铸设计改进的主要方面。
2 连铸坯矫直过程中的矫直应变
连续矫直过程中,高温下的坯壳进入粘塑性状态,坯壳的变形与应变速率直接相关[6],因此下面主要分析坯壳变形过程中的应变以及应变的速率。
2.1 连续矫直和多点矫直技术中的曲率
在目前广泛应用的固定辊连续矫直技术中,辊子的位置是按照一条连续的曲线布置的。实际生产中,坯壳还受到钢水静压力等外力作用,坯壳的变形是十分复杂的。一般研究坯壳矫直变形都按照矫直曲线的变化规律进行。多点矫直与连续矫直技术一个重要的区别就在于矫直曲线曲率的变化,连续矫直与多点矫直曲线在曲率的变化上存在本质的不同:多点矫直曲线在每个矫直辊处曲率是突变的,在两个矫直辊之间曲率保持不变;而连续矫直曲线曲率的变化是连续的,并且其变化速率近似是一常数。
2.2 连续矫直铸坯矫直应变的曲线梁模型
2.2.1连铸坯坯壳变形模型中的假设
(1)处于稳定铸造状态,铸坯以速度υc移动。
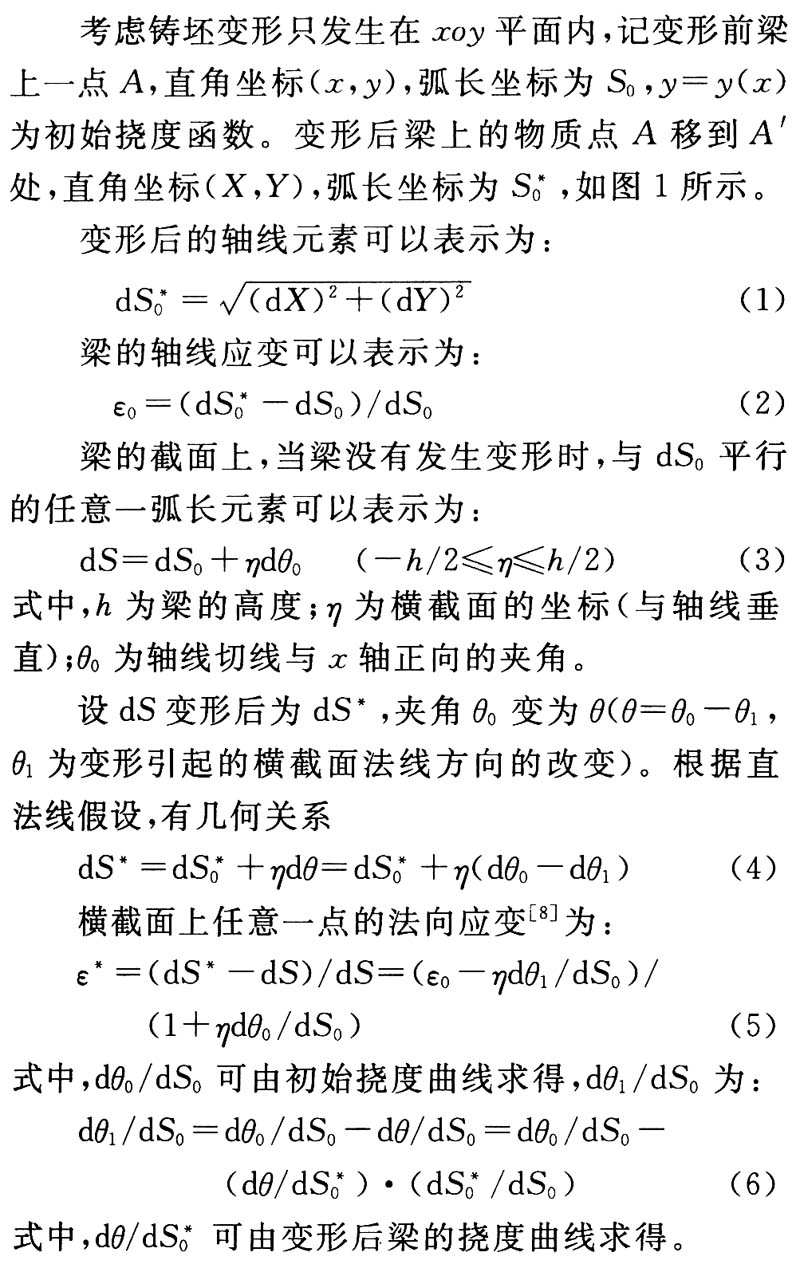
(2)铸坯连续矫直过程中的变形属于小变形,满足直法线假设[7],变形前垂直于轴线的横截面,变形后仍为平面,且仍然垂直于变形后的轴线。
(3)在铸坯浇铸方向上,σx为主要应力,忽略剪应力的影响。
(4)材料拉伸与压缩屈服条件相同。
(5)坯壳的变形是粘塑性变形。
2.2.2采用曲线梁理论计算矫直应变
在多点矫直铸坯变形的研究中,常将两个矫直辊之间的一段铸坯按直梁处理。由于多点矫直时铸坯在两个矫直辊之间的曲率是不变的,并且铸坯的曲率很小,将坯壳简化为直梁进行计算带来的误差在工程上是可以忽略的。但是在连续矫直铸坯变形的研究中不能这样简化,对此这里应用曲线梁理论对坯壳的应变进行计算,这里的曲线梁不同于一般定义中曲率恒定的圆弧形曲梁,连续矫直过程中坯壳的曲率是变化的。
2.2.3针对两种常用的连续矫直曲线计算矫直应变
采用传统方法将单点矫直或多点矫直改造成连续矫直都必须使铸机的高度有所改变,将多点矫直改造为连续矫直水平出坯辊道标高将抬高。同理,在弯曲区的改造也将使铸机外弧侧基准线的位置发生移动,从而加大改造的难度和工程量,甚至使改造无法完成。采用矫直区由两段曲线光滑连接而成的连续矫直技术,可以保证将多点矫直改造成连续矫直时水平出坯辊道辊面标高不变,其中使用的曲线是三次方曲线和渐开线,下面分别对这两种连续矫直曲线的矫直应变采用曲梁理论进行推导。
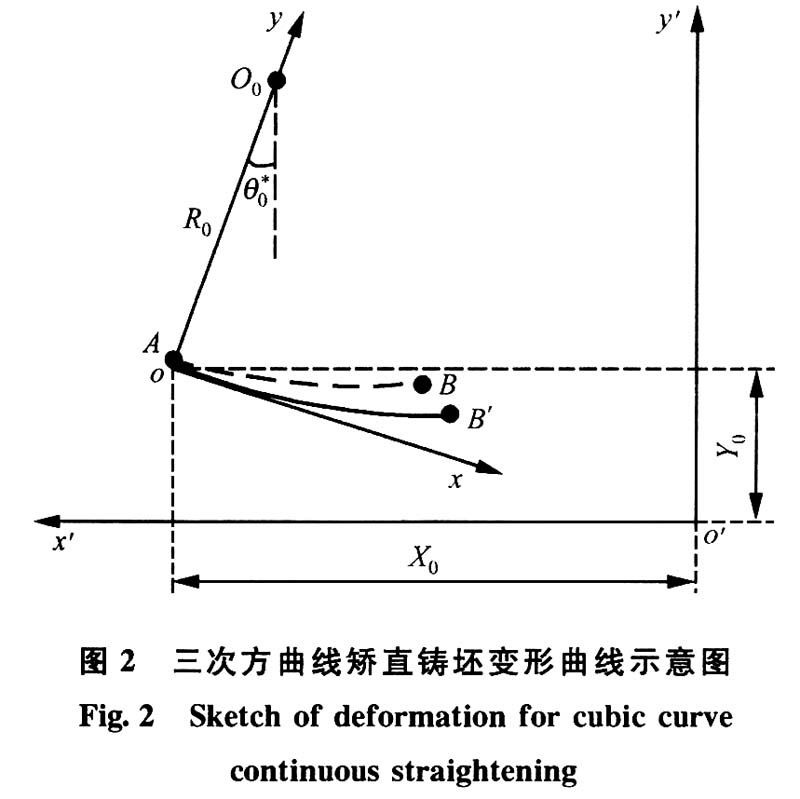
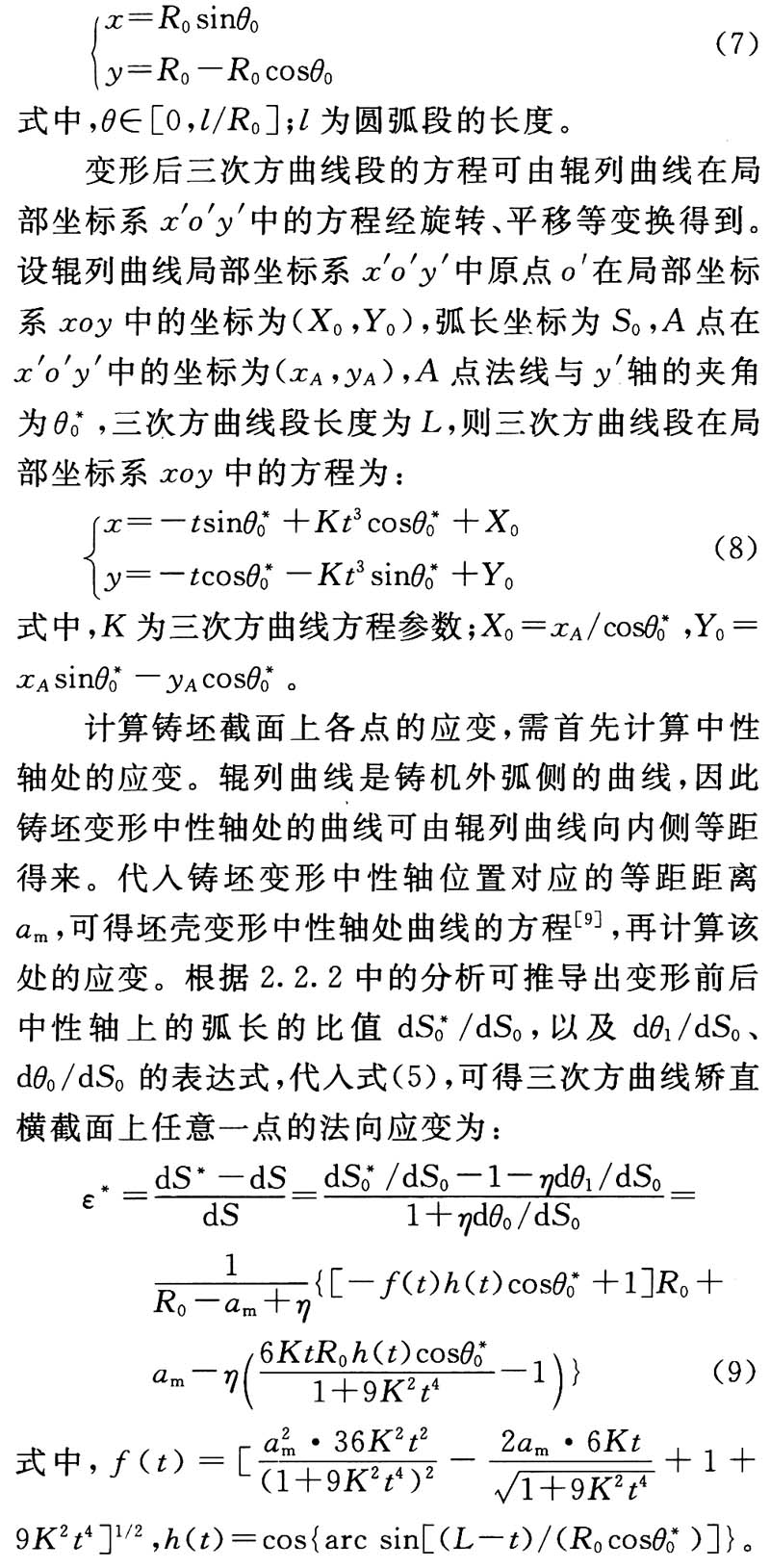
(1)三次方曲线连续矫直
三次方曲线连续矫直与多点矫直情况下铸坯的曲线如图2所示。变形前铸坯为以O0为圆心R0为半径的圆弧,变形后为三次方曲线。以A为原点,该点法线方向为y向,切线方向为x向,建立局部坐标系xoy。
变形前的圆弧段的方程为:
(2)渐开线连续矫直
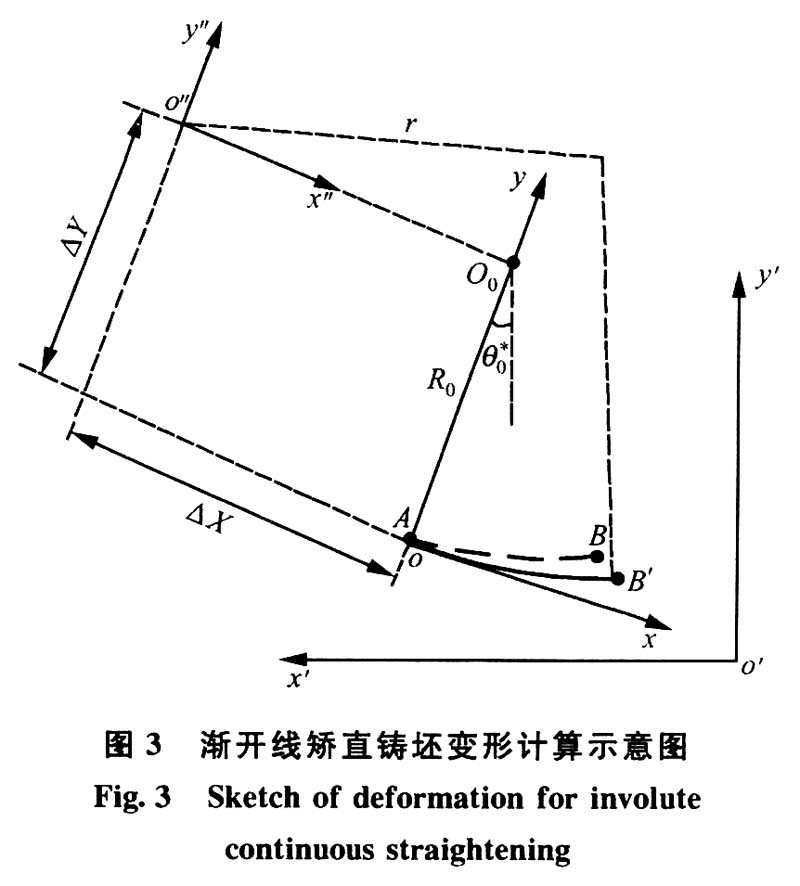
渐开线连续矫直与多点矫直情况下铸坯的曲线如图3所示。在以A为原点的局部坐标系xoy中,记渐开线基圆圆心在局部坐标系中的坐标为(ΔX,ΔY),A点的半径rA,r为基圆半径,则渐开线方程为:
2.3 曲梁算法和传统算法的比较
传统的铸坯断面应变的计算方法是采用直梁中应变计算的公式进行计算,即:
ε=ky (12)
式中,k为曲线的曲率;y为坐标。
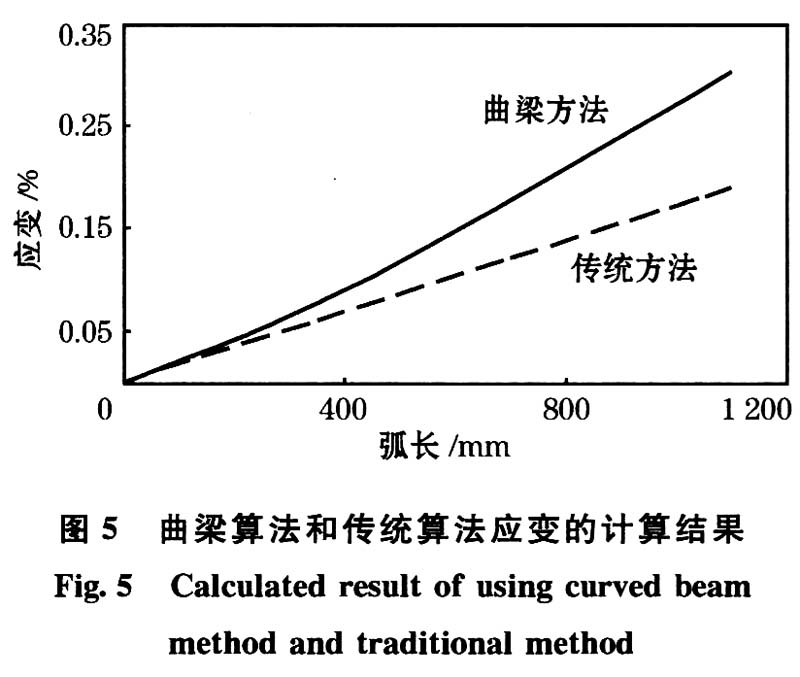
此算法与曲梁算法存在实质上的不同:与2.2中所述曲梁算法相比,它忽略了坯壳断面上由于角度的改变带来的铸坯应变,因此计算值偏小。这样在连铸坯变形的计算中,使得计算值小于实际值,因此传统的应变计算方法在连铸机设计中偏于危险。更重要的是,曲梁算法将连续矫直过程中每一瞬时的应变表达出来,并对应变速率进行了考核,真实反应了连续矫直过程中的应变以及应变速率。
3 计算实例
以鞍山钢铁公司第二炼钢厂2号直弧形板坯连铸机的3流连铸机的连续弯曲、矫直改造为例,计算连续矫直改造前后的曲率变化,分别采用曲梁算法与传统算法计算改造后连续矫直的矫直应变,并进行对比。
3.1 铸机参数
鞍山钢铁公司第二炼钢厂2号直弧形板坯连铸机的3流连铸机为R
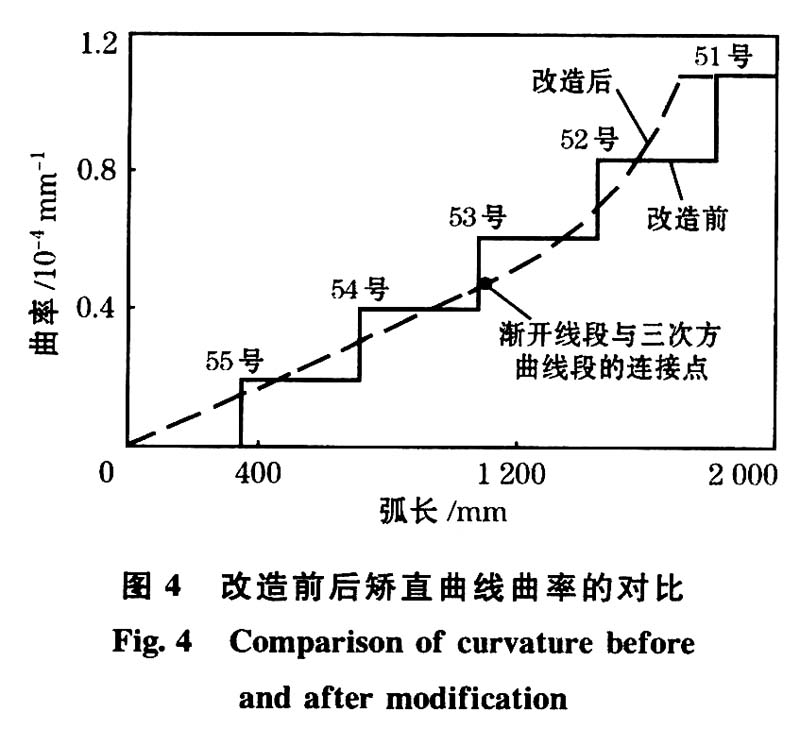
3.2 改造前后曲率的对比
根据铸机参数,分别计算改造前多点矫直与改造后连续矫直情况下矫直曲线的曲率,如图4所示。由图4可以看出,连续矫直技术使得曲率连续并近似线性的变化,这可以降低矫直应变的速率,对提高铸坯质量有着重要的意义。
3.3 固液相界面处的应变速率
在粘塑性变形状态下,坯壳内应力与应变速率直接相关。因此,针对改造中使用的连续矫直曲线,在拉坯速度为
3.4 曲梁方法和传统方法计算结果的比较
根据铸机的冷却条件,取矫直区坯壳厚
3.5 实际应用效果
鞍山钢铁公司第二炼钢厂2号直弧形板坯连铸机的3流连铸机于2006年7月连续弯曲、矫直改造成功,至今设备运行良好,与未经改造的4流相比,铸坯质量明显改善。从硫印结果看,2006年3流同期硫印8、9、10月非正常硫印比例比2005年下降16.67%、43.87%、36.95%。3流硫印与4流硫印比较8、9、10月非正常硫印比例比4流下降0、0、10.76%。硫印结果说明连续弯曲、矫直改造后的3流连铸机板坯中间裂纹质量得到明显控制,好于同期水平,也好于4流。
4 结论
(1)首次应用曲梁理论建立了固定辊连续矫直技术矫直应变的计算模型。与曲梁方法相比,矫直应变计算的传统方法忽略了铸坯断面上由于角度的改变带来的应变,计算值偏小,在连铸机的设计中偏于危险。曲梁算法将连续矫直过程中每一瞬时的应变表达出来,并对应变速率进行了考核,真实反应了连续矫直过程中铸坯的变形状态,计算实例表明采用曲梁理论计算连续矫直过程中的矫直应变更为合理。
(2)针对连续矫直曲线由两段曲线光滑连接组成的连续矫直技术中常用的三次方曲线以及渐开线两种曲线,采用曲梁理论分别推导了这两种矫直曲线坯壳断面应变的计算公式。
(3)实际应用效果表明,将多点矫直改造成连续矫直,在很大程度上降低了坯壳的应变速率,对提高铸坯质量很有意义。
参考文献:
[1]曹广畴.现代板坯连铸[M].北京:冶金工业出版社,1994.
[2]李宪奎,史宸兴.康卡斯特连续矫直曲线的改进[J].机械工程学报,1996,32(2):106.
[3]李宪奎.具有两个光滑连续矫直区的低矮型连铸机[J].钢铁,1996,31(4):31.
[4]闫小林.连铸过程原理及数值模拟[M].石家庄:河北科学技术出版社,2001.
[5]任吉堂,朱立光,王书桓.连铸连轧理论与实践[M].北京:冶金工业出版社,2002.
[6]陈家祥.连续铸钢手册[M].北京:冶金工业出版社,
[7]刘鸿文.高等材料力学[M].北京:高等教育出版社,1985.
[8]李世荣,宋曦,周又和.弹性曲梁几何非线性精确模型及其数值解[J].工程力学,2004.,21(2):129.
[9]复旦大学数学系.曲线与曲面[M].北京:科学出版社,1977.
- [腾讯]
- 关键字:无





