
 加入收藏
加入收藏 首页
首页
静态轻压下技术在轴承钢生产中的应用研究
来源:朱 宁, 徐 洋 |浏览:次|评论:0条 [收藏] [评论]
静态轻压下技术在轴承钢生产中的应用研究
朱 宁1, 徐 洋2
(1.南钢中厚板卷厂,江苏南京210035;2.中冶京诚工程技术有限公司,北京100176)
摘 要:介绍了静态轻压下技术在轴承钢大方坯连铸机上的应用情况,分别对未使用轻压下和使用轻压下的铸坯的中心疏松和中心碳偏析情况进行了对比分析。结果表明:采用轻压下技术后,铸坯的中心疏松级别由原来的2.0~2.5级降低为1.0~1.5级,V型偏析和中心缩孔有所改善,铸坯的中心平均碳偏析指数由1.17~1.26降低为1.07~1.13。
关键词:静态轻压下;轴承钢;中心偏析;中心疏松
国内某钢厂大方坯棒材生产线主要设备包括:一台90 t超高功率电弧炉、一台90 t LF钢包精炼炉,一台90 t VD真空脱气炉、一台四机四流大方坯连铸机和一套23机架连轧机组。自2000年建成投产以来,铸坯内部质量问题,尤其是铸坯中心碳偏析问题,一直伴随着轴承钢连铸生产,虽然采取了降低钢水过热度、降低拉速、优化电磁搅拌参数以及二冷采用弱冷等措施,中心碳偏析指数仍在1.15以上。结合现有拉矫设备具有压下功能的特点,在大方坯连铸机上开展轻压下技术研究,希望通过此项技术能有效地改善铸坯的内部质量,降低中心碳偏析。
1、静态轻压下技术试验
1.1 试验条件
1)连铸机主要技术参数
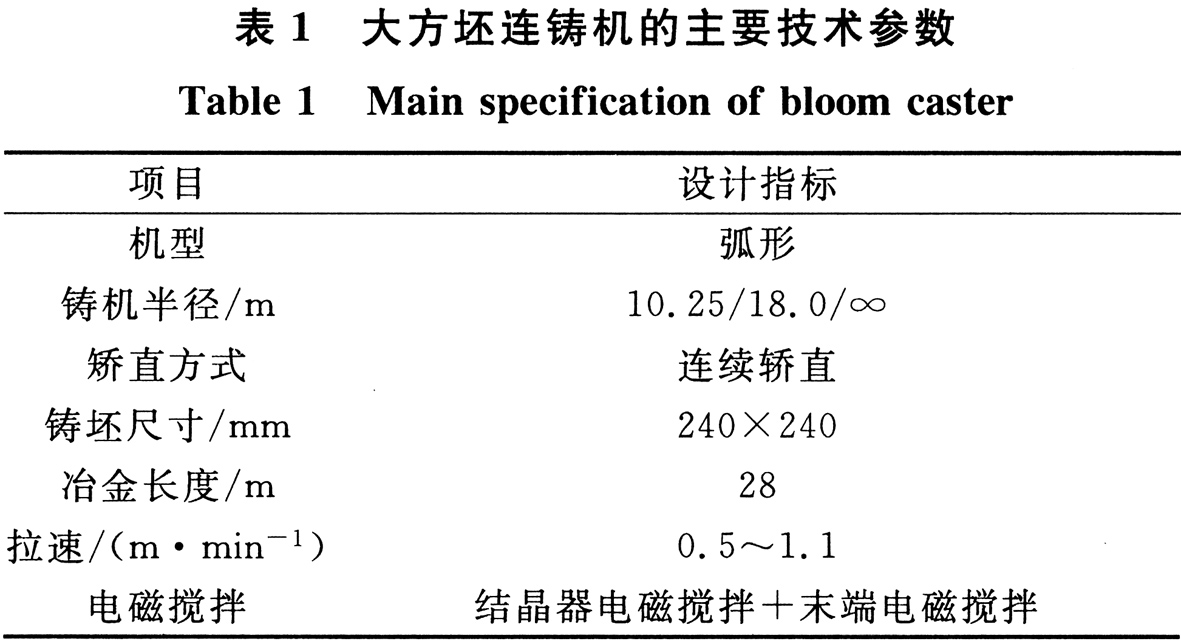
大方坯连铸机由瑞士CONCAST公司制造,主要技术参数见表1。
2)轻压下设备的安装位置
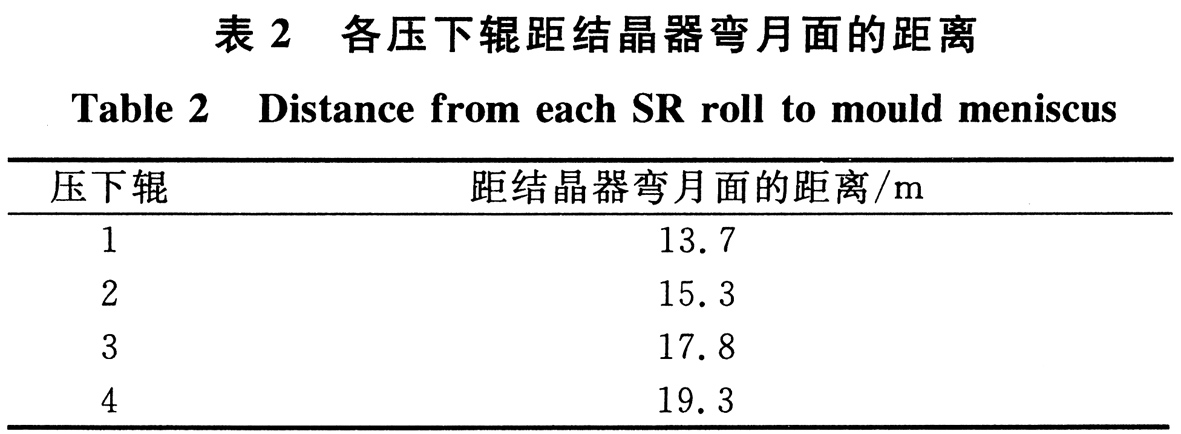
现有拉矫机即为压下设备,通过调节安装在拉矫辊上汽缸的压力,利用位移传感器在线检测压下量,实现铸坯压下量的闭环控制。各压下辊距结晶器弯月面的距离见表2。
3)拉速的确定
由表2可以看出,该铸机的轻压下区间较窄(13.7~19.3 m),由于只能在5.6 m的长度范围内实施轻压下,为保证轻压下技术的工艺效果,选择合适的拉速至关重要,根据凝固传热模型计算出不同拉速情况下压下辊处对应的中心固相率,如表3所示。
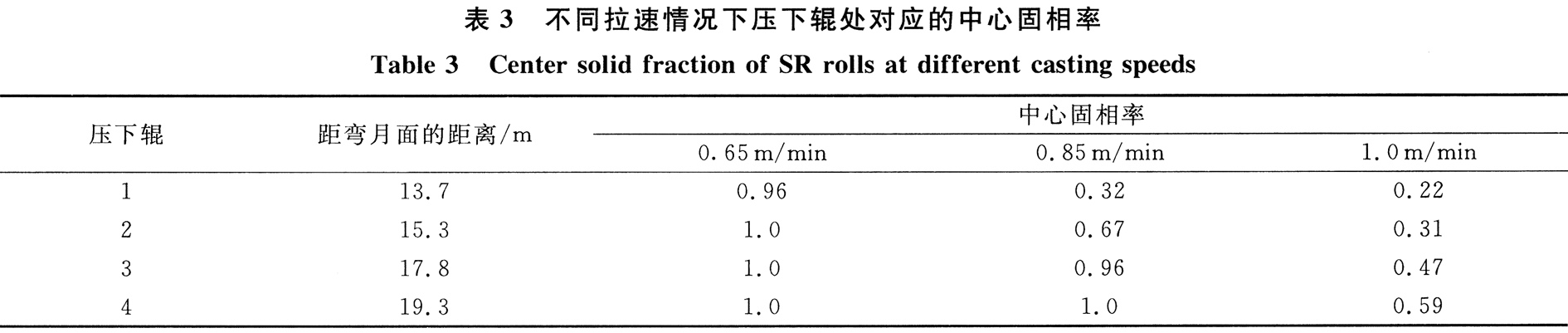
由表3可以看出,当拉速为0.85 m/min时,三组压下辊处对应的中心固相率值分别为0.32、0.67、0.96,与文献介绍的可实施轻压下的值比较接近[1]。
4)压下量的确定
压下量的选择应满足3个要求:压下量必须要完全补偿压下处钢液的收缩;防止产生内部裂纹;轻压下产生的反作用力不会对辊子的疲劳寿命带来不利的影响[2]。根据检测结果,为保证在整个压下温度范围均不会出现裂纹,选取轴承钢的极限应变值为0.30。应力应变计算结果表明,为使轻压下过程中铸坯不会产生裂纹,前三架压下辊的累计压下量应分别控制在小于5、6、7 mm的范围内。因此,在本次试验中,选定总压下量为7 mm;考虑到在前两个压下辊施加较大的压下量有利于更好地减轻中心偏析,确定最终各压下辊的分配比为3:2:2。
5)轻压下时对应的工艺参数,
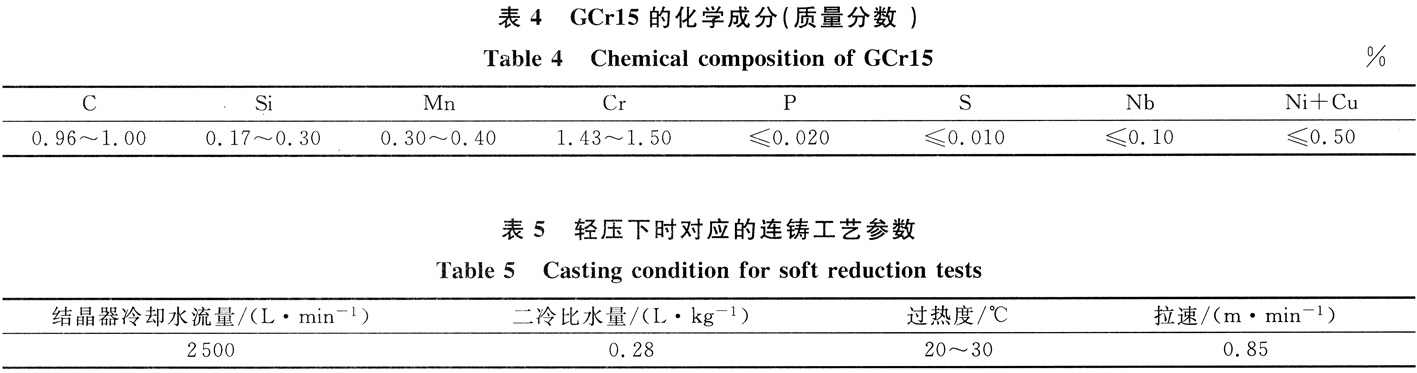
试验钢种为高碳铬轴承钢GCr15,化学成分如表4所示,对应的连铸工艺参数见表5。
1.2 试验方法
在同一炉同一流上分别取未使用轻压下和使用轻压下的铸坯,进行低倍检验和碳含量分析,同时将对应的铸坯轧制成ϕ60 mm钢材,进行低倍检验,通过对比分析,评估轻压下技术的使用效果。
2 试验结果与讨论
2.1 轻压下对低倍组织的影响
1)轻压下对中心疏松的影响
将加工好的试样放入温度为70℃的酸浸槽中(内盛50%HCl和50%H2O),经过30 min后,将试样表面洗净烘干,分析铸坯凝固组织、中心疏松、缩孔等。铸坯及轧材横断面的中心疏松评级结果见表6。
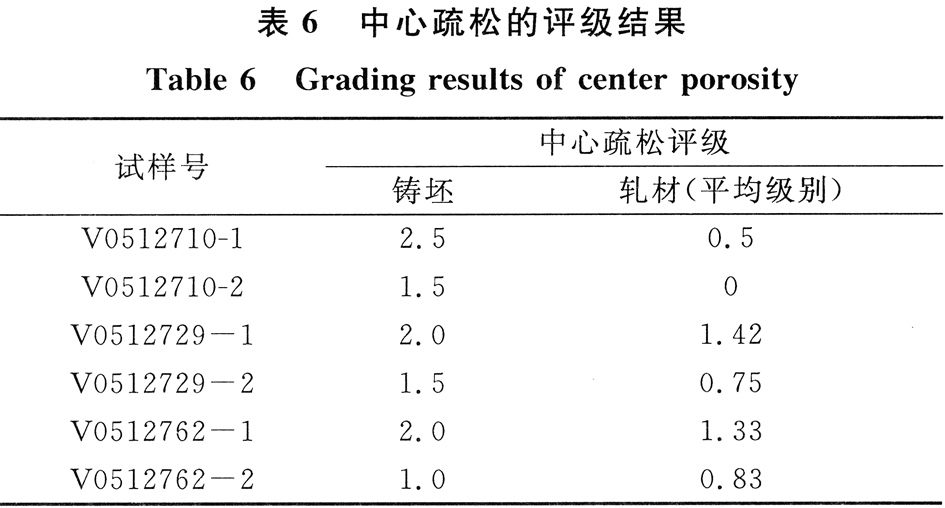
由表6可以看出,使用轻压下后,铸坯的中心疏松级别由2.0~2.5级降低为1.0~1.5级,轧材的中心疏松平均级别由0.5~1.42级降低为0~0.83级,轻压下对中心疏松的改善作用较明显。
2)轻压下对V型偏析及缩孔的影响铸坯纵断面的低倍组织如图1所示。
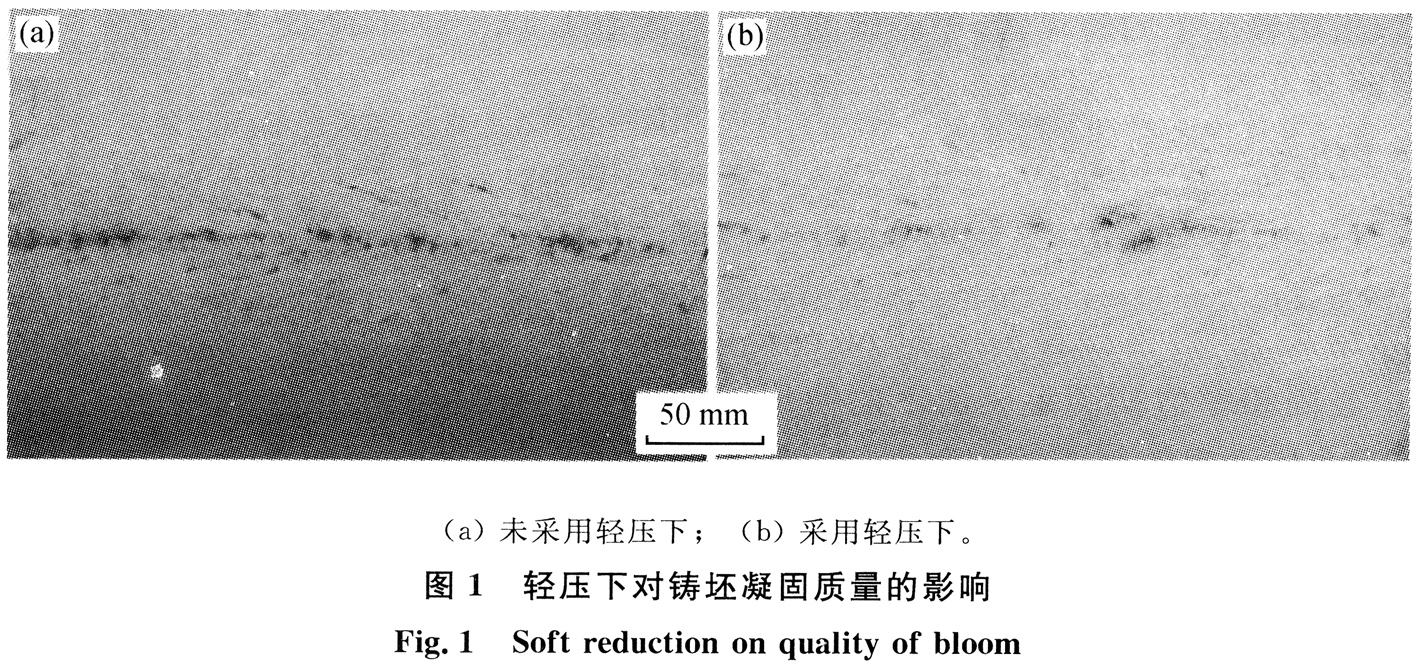
由图1可以看出,未采用轻压下的铸坯,其内部质量较差,V型偏析清晰可见,缩孔也较严重;对铸坯合理实施轻压下后,坯壳的受压变形有效地补偿了糊状区的收缩,使得中心偏析线明显减轻,V型偏析线变得模糊不清,中心缩孔有了明显的改善。
2.2 轻压下对中心碳偏析的影响
采用直径为5mm的钻头,在铸坯纵断面中心处每隔30 mm钻孔取样,进行碳含量分析,结果见表7,轻压下对中心碳含量分布的影响如图2所示。
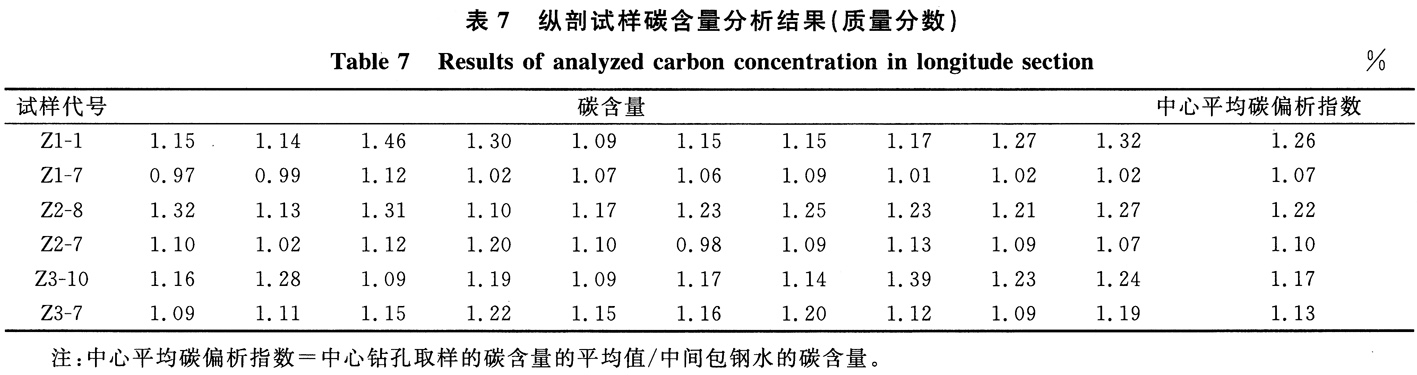
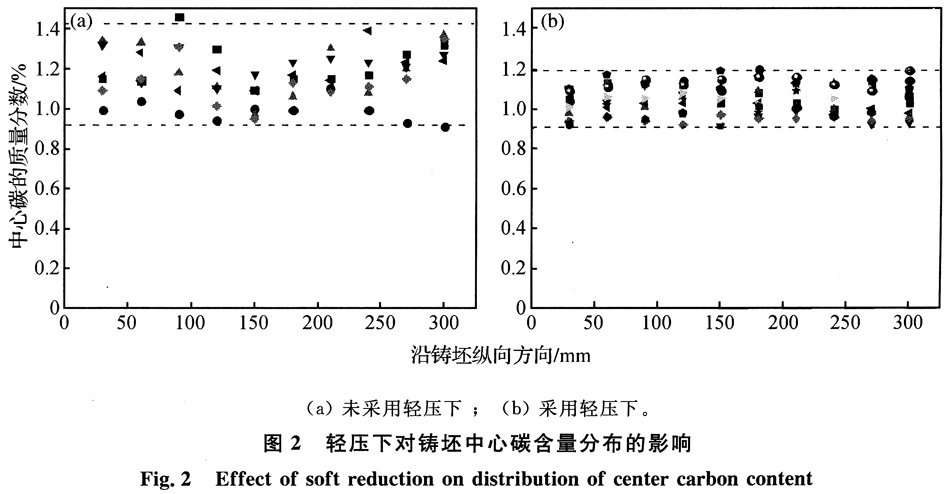
由表7和图2可以看出,采用轻压下技术后,铸坯中心平均碳偏析指数由1.17~1.26降低为1.07~1.13;未采用轻压下的铸坯,其中心碳的质量分数分布范围较宽(0.94%~1.43%),与此对应的中心碳偏析也较严重;采用轻压下的铸坯,其中心碳的质量分数分布范围明显变窄(0.92%~1.19%),铸坯的中心碳含量趋于均匀。
3 结论
1)模型计算结果表明:当拉速为0.85 m/min时,各辊对应的中心固相率值能满足轻压下的使用条件;与此同时,三个压下辊的总压下量为7 mm,各辊分配比为3:2:2。
2)通过采用轻压下,铸坯的中心疏松级别降低,V型偏析和缩孔均有了明显的改善。
3)采用轻压下技术后,铸坯中心平均碳偏析指数由1.17~1.26降低为1.07~1.13。
参考文献:
[1] 林启勇,蒋欢杰,朱苗勇.连铸坯动态轻压下的压下参数分析[J].材料与冶金学报,2004,3(4):261.
[2] Sakaki G S,Kwong A T,Petozzi J J.Soft Reduction of Continuously-Cast Blooms at Stelco’s Hilton Works[C]∥Steelmaking Conference Proceedings.Dallas TX:Iron and Stee1 Soc of AME,1995:295.
- 上一篇:连铸机非对称振动在控制系统中的实现方法 下一篇:降低宽板坯连铸机的漏钢率
- [腾讯]
- 关键字:无





