
 加入收藏
加入收藏 首页
首页
非稳态浇铸对板坯质量影响的研究
来源:薛文辉,吴华章,宋满堂 |浏览:次|评论:0条 [收藏] [评论]
非稳态浇铸对板坯质量影响的研究
薛文辉,吴华章,宋满堂
(本溪钢铁公司炼钢厂,辽宁本溪117021)
摘要:通过取样分析,对本溪钢铁公司炼钢厂板坯连铸非稳态浇铸过程铸坯质量的调查,研究了不同的非稳态情况对连铸坯表面质量及内部质量的影响,为生产高质量高级别产品过程中对非稳态浇铸坯的质量判定及特殊处理提供依据。
关键词:连铸;非稳态;质量
稳态浇铸是提高连铸坯质量的关键。连铸稳态浇铸包括炼钢、精炼等前部工序的高质量洁净钢水的稳定供应和连铸工序浇钢过程的稳定生产,最终达到恒速浇钢及其浇钢工艺参数稳定[1]。但在实际生产过程中,常常存在连铸的非稳态生产,如一个浇次必然要有开浇及终浇的非稳态过程,同时在浇铸过程中钢水供应不及时、结晶器液面波动等情况也不可能完全杜绝。本文通过对本溪钢铁公司炼钢厂(以下简称本钢)生产条件下非稳态浇钢状态时铸坯质量的调查,及稳态和非稳态铸坯质量的对比,分析非稳态浇钢对铸坯质量的影响及原因。
1 研究方案
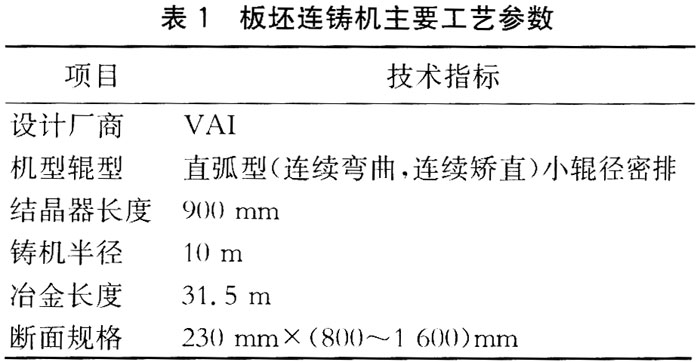
1.1连铸机简介
本钢现有7台连铸机,本文仅对其中
1.2 研究内容
在连铸生产过程中,非稳态浇铸的情况非常多,现选择5种非稳态浇铸铸坯(开浇坯、终浇坯、换包坯、换渣坯及敞流坯)与稳态浇铸过程的稳态坯进行铸坯质量对比研究。
1.2.1 铸坯内部取样检验
铸坯取样位置及试样尺寸如图1所示。大样电解试样表面加工后,其质量为1~2.
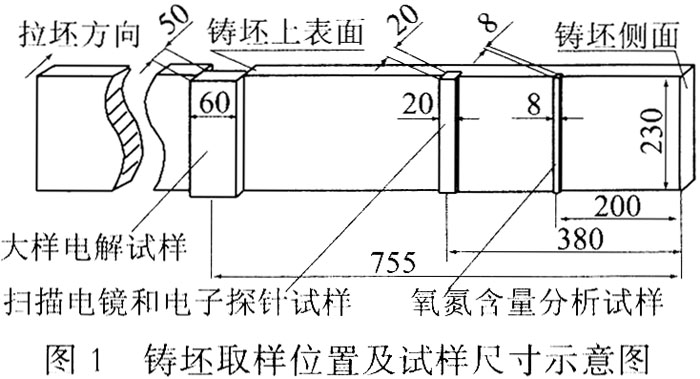
1.2.2铸坯表面质量检查
检查铸坯表面振痕深度及振痕紊乱度,检查铸坯表面纵裂、横裂及角裂,分析非稳态浇铸对铸坯表面质量的影响。
1.3 生产工艺流程
研究钢种为低碳钢St12,其化学成分为:ω(C)=0.03%~0.06%、ω(Si)≤0.03%、ω(Mn)=0.18%~0.28%、ω(P)≤0.018%、ω(S)≤0.018%、ω(A1)=0.02%~0.06%。生产工艺流程为铁水脱硫扒渣→复吹转炉→LF精炼→板坯连铸。
2 检验结果及分析
2.1 大样电解检验结果分析
大样电解检验结果如表2所示。
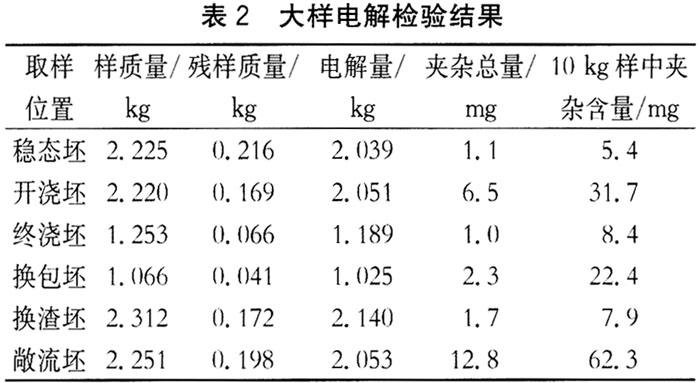
由表2可见,稳态浇钢时铸坯的夹杂物含量很低,终浇坯及换渣坯的夹杂物含量较少,开浇坯及换包坯的夹杂物含量较多,敞流坯的夹杂物含量最多,达到了稳态坯的近15倍。在对夹杂物总含量影响方面,换渣及终浇过程影响较小,而敞流、开浇及换包影响较大。
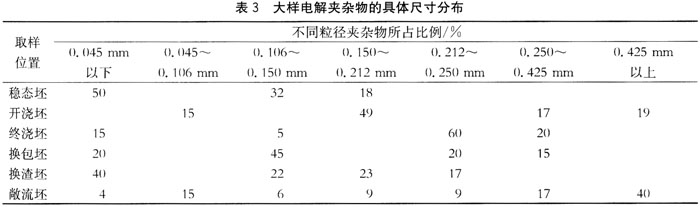
大样电解夹杂物的具体尺寸分布如表3所示。
由表3可见,开浇坯及敞流坯的大颗粒夹杂物的比例较多,而终浇坯虽然夹杂物含量较少,但夹杂物尺寸较大。
2.2 扫描电镜及电子探针检测结果
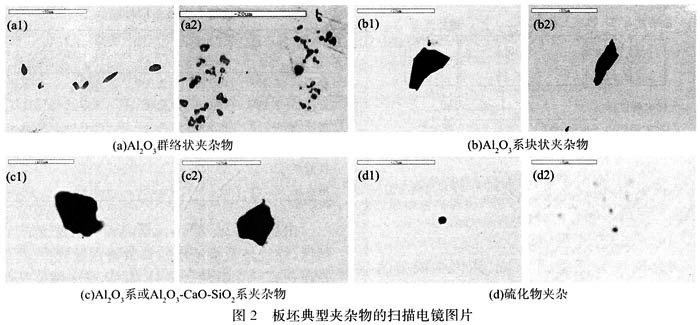
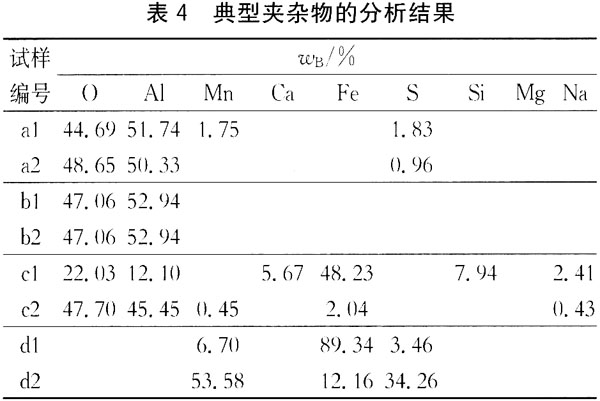
板坯典型夹杂物的扫描电镜图片如图2所示,其对应的成分分析结果列入表4。无论是稳态坯,还是非稳态坯都含有此4类夹杂物,其主要区别在于夹杂物尺度及数量不同。
2.2.
检验分析发现,在稳态及非稳态浇铸铸坯中都存在大量 A12O3群络状夹杂物,其中敞流浇钢铸坯及开浇铸坯的 A12O3群络状夹杂物数量多、且尺寸较大,达到了100μm以上较多;而其它情况下该类夹杂物的数量相对较少,尺寸在30~
2.2.
在敞流浇钢铸坯、开浇坯及换包铸坯中, A12O3系块状夹杂物数量多,尺寸大多在30~50μm,少数在60~80μm,个别达到200μm。与其相比,其它情况下的该类夹杂物相对较少。
2.2.3 CaO- A12O3系或 A12O3-CaO-SiO2系夹杂物
在CaO- A12O3系或 A12O3-CaO-SiO2系夹杂物中,含有Na、Mg、Cr等钢包包衬耐料、中间包覆盖剂和结晶器保护渣元素,夹杂物呈球状或块状,如 A12O3含量高则呈群络状,几何尺寸一般在30~100 μm。但仍有少量 A12O3-CaO-SiO2系夹杂物存在于上表层试样中,该类型夹杂物在换渣及终浇坯中含量比例较大。
2.2.4硫化物夹杂
硫化物(MnS、FeS)夹杂在开浇坯及终浇坯中数量较多,同时与钢水成分有一定关系,钢水硫含量低时数量相对较少。该类夹杂尺寸不大,小颗粒夹杂物中以MnS夹杂物居多,一般在5~20μm。
2.3钢中氧氮含量分析
检测钢中氧氮含量可以间接反映钢中夹杂物含量的多少。由于钢中大型夹杂物所占比例较小,钢中的全氧含量也代表着小型氧化物夹杂的真实水平[2]。对开浇铸坯、稳态浇铸铸坯及敞流浇铸铸坯进行取样分析。其检测的统计结果如表5所示。
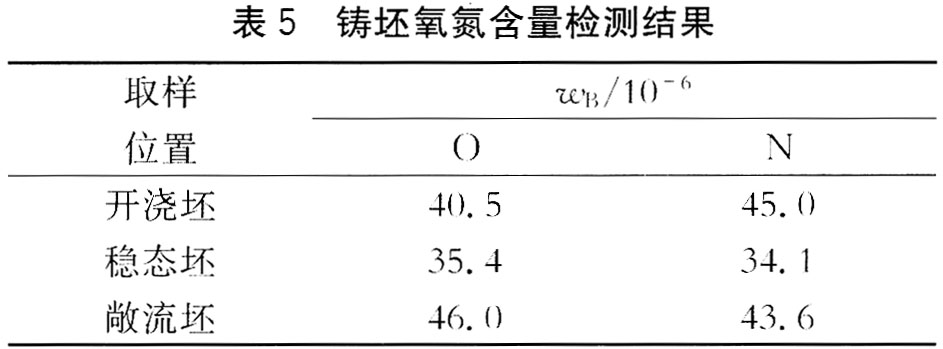
由表5可见,虽然受取样炉次的原始氧氮含量不同的影响,但从统计数据结果看,开浇铸坯和敞流浇钢铸坯的氧氮含量高于稳态浇钢铸坯。
2.4铸坯表面质量检查
对各种非稳态条件下的铸坯进行表面质量检查,具体检查结果见表6。
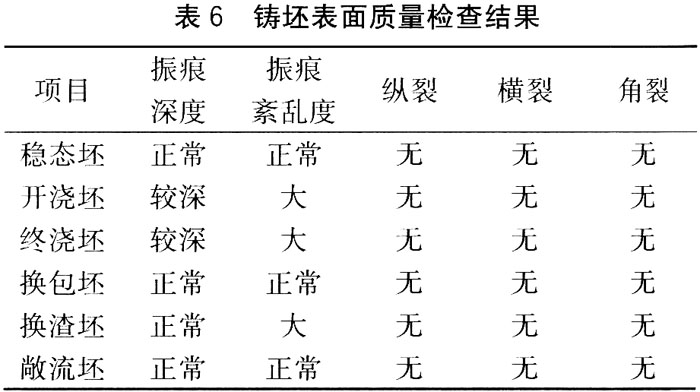
由表6可见,由于在连铸开浇及终浇过程中拉速波动很大,铸坯振痕深度及振痕紊乱度较大,因此在生产高质量要求的高级别钢种时,开浇铸坯和终浇铸坯必须特殊处理(如降级使用、表面清理等)。同时,换渣过程铸坯振痕紊乱程度也很大。
由于研究的是低碳钢,因此未发现铸坯的横裂及纵裂。但在实际生产合金含量较大的钢种时,头坯和尾坯的横裂及纵裂时有发生。
3 结论
(1)开浇铸坯中夹杂物含量多,主要是A12O3群络状及块状夹杂物,且尺寸较大。开浇铸坯中氧氮含量比稳态坯高,同时开浇过程坯振痕深度及振痕混乱度大。在生产高质量要求的高级别钢种时应进行特殊处理。
(2)终浇铸坯夹杂物含量相对较低,但夹杂物种类中CaO- A12O3系或A12O3-CaO-SiO2系夹杂物含量比例较大,说明终浇坯存在卷渣问题,同时铸坯表面质量也较差。
(3)换包铸坯夹杂物含量相对较高,夹杂物种类以A12O3群络状及块状夹杂物为主,夹杂物尺寸相对较小。换包坯的表面振痕及裂纹指数与稳态坯没有明显区别。
(4)换渣铸坯夹杂物含量与稳态坯没有明显区别,但夹杂物种类中以CaO- A12O3系或A12O3-CaO-SiO2系夹杂物为主,说明该过程存在局部卷渣现象,铸坯表面振痕紊乱度较差说明换渣过程保护渣流入不稳定。
(5)敞流浇钢铸坯中的夹杂物含量最多,达到稳态坯的近10倍以上,夹杂物种类中以A12O3群络状及块状夹杂物为主,说明敞流浇钢时二次氧化非常严重,造成钢中的大型A12O3夹杂多。敞流浇铸钢坯的表面质量正常,振痕紊乱度与裂纹指标没有明显增加。
[参考文献]
[1] 蔡廷书.重钢七厂实现连铸无缺陷板坯采取的措施[J].四川冶金,1999(3):34—38.
[2] 蔡开科,程士富.连续铸钢原理与工艺[M].北京:冶金工业出版社,1999:110.
- 上一篇:优化化学能输入 提高电炉生产率 下一篇:宝钢150t电炉出钢口维护操作实践
- [腾讯]
- 关键字:无





