
 加入收藏
加入收藏 首页
首页
RH真空精炼过程循环流量的水模型研究
浏览:次|评论:0条 [收藏] [评论]
RH真空精炼过程循环流量的水模型研究 欧洪林,包燕平,岳峰,林路 (北京科技大学冶金工程研究院,北京110083) 摘 要 建立了钢厂250t RH真空精炼装置1/4的水模型,研究浸渍管内径(520~7…
RH真空精炼过程循环流量的水模型研究
欧洪林,包燕平,岳峰,林路
(北京科技大学冶金工程研究院,北京110083)
摘 要 建立了钢厂250t RH真空精炼装置1/4的水模型,研究浸渍管内径(520~750mm)、驱动气体流量(1000~3000L/min)、浸渍管浸入深度(525~800mm)和真空室压力(0~25kPa)等参数对RH循环流量的影啊。结果表明,随驱动气体流量、浸渍管浸入深度增加、浸渍管内径增大以及真空室压力减少,RH钢水循环流量增加;为获得较大流量,浸渍管浸入深度应≥560mm,真空室液面高度应≥200mm。得出循流量的回归方程,通过对钢厂250t RH设备工艺参数作相应调整后,RH装置的生产效率明显提高。
关 键 词 RH精炼 循环流量 水模型 真空室压力 回归方程
RH真空精炼设备是生产超纯净钢的关键设备,循环流量是反映RH真空精炼设备的重要指标[1,2],钢液成分和温度的均匀化,脱碳等精炼的速率与效果都与之相关,但许多水模型实验未考虑真空室压力对循环流量的影响[3]。测量循环流量一般采用皮托管[4]、溢流法[5],这些方法对流场均会产生一定影响,从而影响结果的准确性。本研究通过超声波流量计在不破坏流场的前提下测量循环流量,考察了驱动气体流量,浸渍管浸入深度,浸渍管内径,真空室压力等因素对循环流量的影响。通过回归分析实验数据,得到了循环流量与驱动气体流量、浸渍管浸入深度和浸渍管内径等因素的关系表达式。
1 试验方法
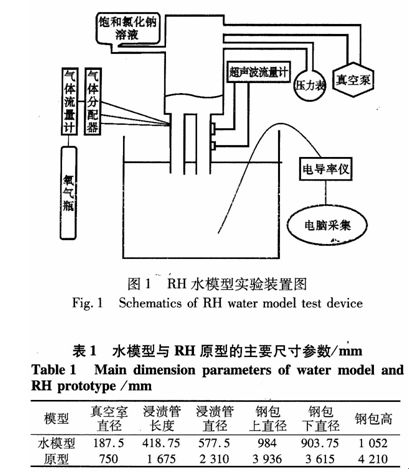
以钢厂250t RH真空精炼装置为原型,原型与模型的几何相似比λ为1:4,RH原型设备中钢水成分如表2所示。实验中采用向水中吹入氧气的方法来模拟现场的氩气吹入,无论在实验中向水中吹入氧气,还是实际生产中向钢液中吹入氩气,均属气一液两相流动[7]。因此可用修正的佛鲁德准数相等来换算实验中的实际驱动气体流量。模型中的标准气量和实际标准气量之间的关系式为:
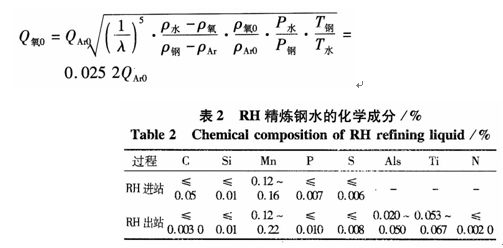
式中:λ一原型与模型的几何相似比;ρ水、ρ钢一水和钢液的密度/(kg·m﹣3);ρ氧0、ρAr0一氧气和氩气标准状态下(压力101325Pa,温度20℃,下同)密度/(kg·m﹣3);ρ氧、ρAr一氧气和氩气实际状态下密度/(kg·m﹣3);Q氧0、P水、T水一模型中吹入气体在标准状态下流量/(L·min﹣1),吹气口处压力/Pa,水的温度/K;QAr0、P钢、T钢一原型中吹入气体的标准状态下流量/(L·min﹣1),吹气口处压力/Pa,钢水温度/K。
本实验采用钢包液面高度945mm模拟250t钢水处理量,选取不同的驱动气体流量、浸渍管浸入深度、浸渍管直径、真空室压力等参数,考察不同参数对循环流量和混匀时间的影响。试验中选取了实际生产中驱动气体流量为1000~3000 L/min,浸渍管浸入深度为480~800mm,浸渍管内径为520~750mm,真空室压力为67~25000 Pa。
2 结果分析及讨论
2.1 驱动气体流量的影响
图2(a)表明在不同浸入深度时,随着驱动气体流量的增加,气体做功增多,因而随驱动气体流量增加循环流量增大。随驱动气体流量的增加,循环流量增加幅度逐渐减小,是由于上升管内气流股相互干扰,产生旋流或涡流所致。
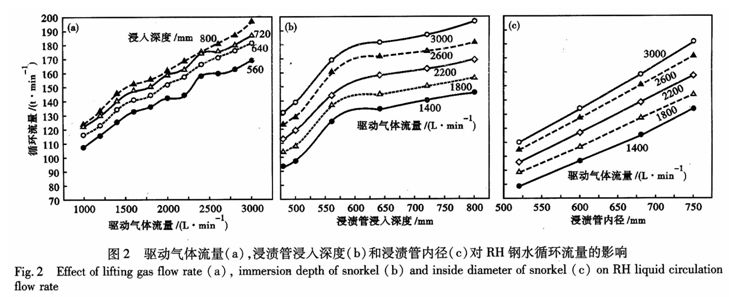
2.2浸渍管浸入深度的影响
图2油)表明在不同驱动气体量时,随浸入深度增加,气泡行程增加,气体做功增加,因而随浸入深度增加循环流量增大,当浸渍管浸入深度500mm到560mm时,循环流量随浸渍管浸入增加而增加的幅度较大;当浸渍管浸入深度大于560mm时,循环流量随浸渍管浸入深度增加而增加的幅度很小。当浸入深度过深时,虽然气泡做功增加,但是气泡上升过程中克服阻力消耗的功也增加,故浸渍管浸入深度超过一定值后,再增加浸溃管浸入深度对提高循环流量作用不大。
2.3浸渍管内径的影响
图2(c)表明在不同驱动气体流量时,循环流量随浸渍管内径增大显著增加。在较小浸渍管内径条件下,增加吹入气体量来提高RH的循环流量相对困难。根据气泡泵的原理,当RH真空槽内的真空度控制在某一定值时,钢水在真空室内上升的高度是一致的,与浸渍管内径无关,因此,浸渍管直径大的被真空抽吸上来的钢水量就比浸渍管内径小的所抽吸的钢水量多。采用同样流量的驱动气体所能带动的钢水量就增加了,钢水环流量提高了,同时管径大环流面积大,环流受到管子形状、涡流等影响小,分散的气泡群有可能获得足够的抽吸力,有利于循环流量的提高。
2.4循环流量的回归公式

式中:QCir一循环流量/(t·min﹣1);Q氧0一驱动气体流量/(L·min﹣1);H一浸渍管浸入深度/mm;D一浸渍管内径/mm。该回归公式的相关系数为0.99。回归公式表明,循环流量与浸渍管内径呈1.351次幂的关系远大于与驱动气体流量的0.411次幂关系和与浸渍管浸入深度的0.742次幂的关系,故增大浸渍管内径较其他方式增大循环流量较显著。
2.5真空室压力的影响
图3(a)表明,在浸渍管浸入深度不变的情况下,循环流量随真空室压力增大而减小。真空室压力增大的同时,真空室液面下降,因而气泡行程随之减小,从而气泡做功减少,溶液重力势能减小,下降管流速降低。真空室压力较高的条件下,气泡膨胀体积变小,气泡浮力做功减小。
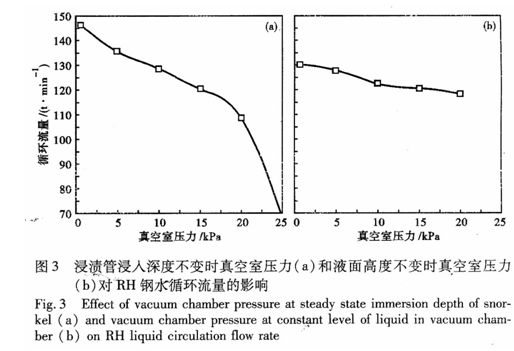
图3(b)表明在实验模拟现场真空室液位高度为240mm,真空室液面高度不变时,循环流量随着真空度而变化幅度比较小,变化范围在130.3t//min到118.5t/min之间。这表明真空室液面高度不变,不同真空度下的循环流量基本不变。实验结果说明真空室的液面高度对循环流量起着很大作用。
3 结论
(1)为了得到较大的循环流量,浸渍管浸入深度不应低于560mm。
(2)循环流量的回归方程式为:

由该回归方程式可知,循环流量随浸渍管内径增大而显著提高。
(3)真空室液面的高度对循环流量的影响很大,应保证真空室液面高度大于200mm。
(4)当250t精炼装置的浸入深度600mm到650mm,驱动气体流量2600L/min,真空室压力100Pa,循环流量达到170t/min到180 t/min时,设备生产率显著提高。
参考文献
1 舒宏富,宋超,张晓峰,等.RH-MFB真空精炼过程中循环流量的物理模拟研究,材料与冶金学报,2004,3(2):107
2 贾斌,陈义胜,贺友多.RH真空处理设备循环流量的研究包头钢铁学院学报,2000,19(1):34
3 耿佃桥,雷洪,张兴武.等.RH-PTB循环流量和混匀特性的水模型研究.东北大学学报(自然科学版),2010,31(8):1126
4 Hanna R K,Jones T,Blake R I,et al.Water Modeling to Aid lmprovement of Degasser Performance for Production of Ultralow Carbon Inter.stitial Free Steels.Ironmaking and Steelmaking,1994,2l(1):37
5 彭一川,李洪刊,刘爱华,等.RH水模型的理论和实验研究.钢铁,1994.29(12):15
6 Ahrenhold Frank and Pluschkell Woldgang.Circulation Rate of Liquid Steel in RH Degassers.Steel Research,1998.69(2):54
7 Silva C A da,Silva I A da,Castro Martins E M de.et al.Fuild Flow and Mixing Characteristics in RH Degasser of Companhia Siderurgica de Tubarao,and Influence of Bottom Gas Injection and Nozzle Blockage Through Physical Modeling Study.Ironmaking and Steelmaking,2004,31(1):37





