
 加入收藏
加入收藏 首页
首页
日本唯一!神户制钢公司神户厂3号高炉全球团情况下的低焦比操作
来源:矿业工程和球团技术杂志社|浏览:次|评论:0条 [收藏] [评论]
导读日本神户制钢公司神户厂高炉炼铁一直以低焦比运行为目标。神户厂没有焦化厂,其烧结厂也于1999年关闭,2001年神户厂改为全球团操作,使用加古川厂生产的自熔性球团矿。神户厂是日本唯一采…
日本神户制钢公司神户厂高炉炼铁一直以低焦比运行为目标。神户厂没有焦化厂,其烧结厂也于1999年关闭,2001年神户厂改为全球团操作,使用加古川厂生产的自熔性球团矿。神户厂是日本唯一采用全球团进行生产的工厂。该厂用自熔性白云石球团代替块矿,提高了铁矿石的高温熔滴性能。在球团率高达80%的条件下,高炉实现282kg/t低焦比运营。
1959年日本神户厂1号高炉点火,标志着神户制钢公司作为联合钢铁厂开始运营。此后,神户厂有3座高炉进行生产运营,但在1983年转为只有3号高炉一座高炉运营。但是,为了强化钢铁部门收益能力,上游工序设备向加古川厂集中,2017年10月31日神户厂3号高炉停炉。至此,历时59年的神户厂高炉操作的历史落下帷幕。
神户厂3号高炉停炉一年前的2016年10月,依靠之前积累的技术,在配比80%球团矿的条件下,实现了283kg/t的低焦比操作。本文将介绍此次低焦比操作时的思路及经验。
1 神户厂3号高炉使用原料的特征
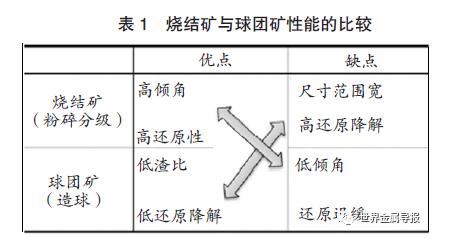
神户厂没有焦炉,焦炭全部从外部购入。与其他钢铁厂相比,不得不使用高价的焦炭。因此,神户厂高炉生产的目标是实现低焦比操作。此外,由于决定在钢铁厂内建设发电厂,1999年关闭了烧结车间,2001年该厂转为全球团矿操作(球团矿比率73%,块矿27%),表1是烧结矿与球团矿的性能比较。与烧结矿相比,球团矿热态性能是难点。另一方面,在本公司加古川厂球团车间,通过添加白云石,生产改善品质的自熔性白云石球团矿。神户厂3号高炉通过使用这种球团矿,实现了低焦比操作。
其后,在神户厂3号高炉,实现了适应高配比球团矿的炉料分布和多煤种的煤粉燃烧的复合控制优化。同时,通过将部分块矿置换为自熔性白云石球团矿,改善了高炉装入原料的高温熔融性状。通过采取这些措施,日本唯一的全球团矿操作可以持续稳定进行。
2 在全球团矿操作下降低焦比的思路
图1是在全球团矿操作下降低焦比的思路。作为对降低焦比时炉内现象变化的对策,有矿石熔融滴落温度的高温化和调整热流比(下降炉料的热容量/炉顶煤气的热容量)两项。在这次低焦比操作中,两项措施全部实施,但本节主要介绍矿石熔融滴落温度高温化的措施。

2.1 高炉内容积对矿石熔融滴落控制的影响
一般情况下,在高炉内容积减小的同时,炉子高度降低。因此,从风口到炉腹下端的高度也降低。该结果是,边缘部位未还原矿石崩落时,未还原FeO到达风口的可能性提高,风口破损的风险增加。特别是内容积3000m3以下小型高炉,与大型高炉相比,高炉本体的热容量小,所以控制边缘部位矿石的高温熔融滴落性状很重要。神户厂3号炉(内容积2112m3)也是小型高炉,所以努力改善了边缘部位矿石的高温熔融滴落性状。
2.2 增加喷吹煤粉时要求的矿石熔融滴落性状
在降低焦比时,作为替代还原材,需要增加从风口喷吹的煤粉量。考虑到高炉炉下部是进行化学反应的气固热交换场所,计算固体和气体温度变化的结果示于图2。随着喷煤比的增加,风口前煤气温度降低时(图2中的①)和维持恒定的铁水温度时,炉下部温度上升(图2中的②)。

认为在炉下部温度高温化的状况下,为了维持透气性,球团矿需要在更高温度熔融滴落。因此,在全球团矿操作下的降低焦比操作中,通过将块矿置换为高温熔融滴落性优越的自熔性白云石球团矿,目的是提高边缘部位的高温熔融滴落性状。
3 为降低焦比的炉料分布控制策略
3.1为提高矿石的炉料分布控制精度的4批次装入和细粒球团的边缘装入
图3是神户厂3号高炉的炉顶装入装置的构成。装入方式是并列二段料斗型的无料钟方式。图3(a)是焦炭中心装入时的动向,图3(b)是装入矿石时分配溜槽的动向。图4是低焦比操作的炉料分布控制方式。用无料钟装料装置将焦炭和矿石分两批次装入,实施中心加焦装料(图4(a))。在全球团矿操作中,以下三点特别重要。

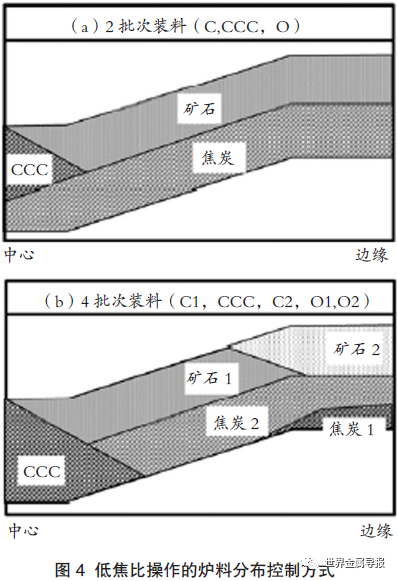
1)在边缘部位,形成焦炭层/矿石层的平坦部位。
2)使边缘部的炉喉径向的矿石层厚度Lo与矿石和焦炭层厚度Lo+Lc之比(Lo/(Lo+Lc,以下称层厚比)平滑,防止球团矿流入。
3)在并列二段料斗中,精细控制圆周平衡。
图5是全球团矿操作中的炉料分布控制示意图。通过该炉料分布控制,既保持强劲的中心气流,又可达到优化边缘气流,并使炉顶煤气中的煤气利用率(CO2%/(CO%+CO2%)以下称η CO)增加,可以降低还原剂比。
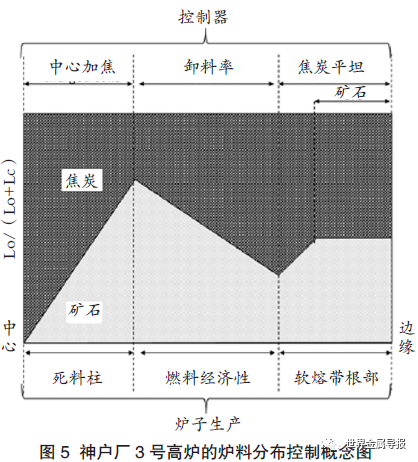
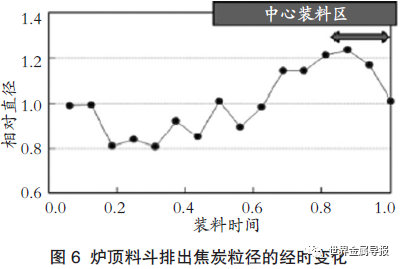
图6是炉顶料斗排出的焦炭粒径的经时变化。焦炭粒径由实际高炉焦炭排出时的图像分析求出。特别是对形成死料柱焦炭的中心装入焦炭,利用了排出末期的大粒度焦炭。
在全球团矿操作中,为将块矿置换为自熔性白云石球团矿,需要提高矿石一侧的炉料分布控制精度。因此,从常规的2批次装入(球团65%)转为了4批次装入(球团80%)(图4(b))。
研究了球团矿平均粒径对还原材比的影响,结果显示,球团矿平均粒径越小,还原性越高,还原材比越低。在这次全球团矿操作中,为了改善边缘部位的矿石熔融滴落性能,在矿石第2批次装入时,混合了(1.8%)粒径小、还原性优越的细粒球团(粒径3-6mm),选择装入到边缘部位。
3.2炉喉部的炉料分布与炉下部煤气流的关系
通过炉身部位的透气阻力分布来控制软熔带形状是炉喉部炉料分布的重要意义。另外,从炉下部功能的观点,对于唯一的填充结构体的焦炭,规定向炉下部的径向流入量,这点作为炉料分布很重要。
从常规的2批次装入转为4批次装入时,层厚比的变化显示,虽然增配了球团矿,但中心部的层厚比基本没变,从中间部位向边缘部位的层厚比分布平坦,可以避开由于增配球团矿的炉料分布不稳定。
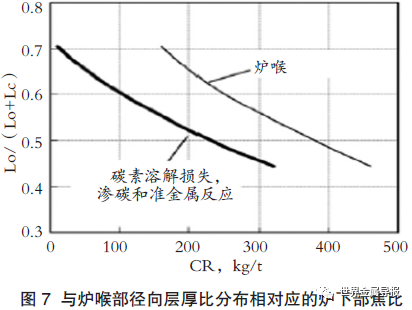
图7是对应炉喉部位层厚比分布的炉下部的焦比。炉下部焦比是从与炉喉部的层厚比分布对应的径向焦比中减去碳消耗量(碳素溶解损失、渗碳及准金属反应)而得到的值。如果层厚比超过0.7,炉下部焦比基本为零,焦炭窗局部性消失,煤气分配功能降低。此外,过剩控制边缘气流,边缘部的层厚比超过0.7,炉体放散热上升,呈现S型软熔带,煤气流变得不稳定。因此,调整炉料分布,使层厚比为0.7以下。
在这次的全球团矿操作中,对于块矿与自熔性白云石球团矿的置换,为了防止球团矿的流入,采用4批次装入,提高了矿石侧炉料分布的控制精度。从低焦比操作的炉喉部ηCO分布变化来看,通过边缘装入细粒球团矿,可以提高边缘部的ηCO。
3.3鼓风条件和炉下部焦比对风口回旋区的影响
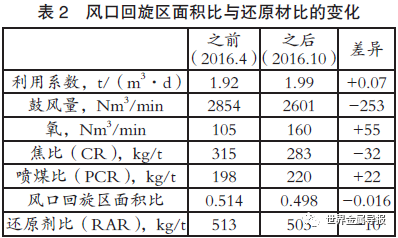
高炉风口回旋区断面积与同一高度水平的炉缸断面积之比(以下称风口回旋区面积比)对高炉还原材比有以下影响。即风口回旋区面积比增大是鼓风能量增大所致,中心的煤气流变大。通过这些来抑制边缘气流,减少炉体放散热,可以降低还原材比。另一方面,如果风口回旋区面积比过于增大,随着死料柱焦炭体积的缩小,炉内热容量降低,还原材比反而增加。神户厂3号高炉是小型高炉,风口回旋区的面积比较大。因此,高富氧使风口回旋区面积缩小尚有余地,随着炉内煤气量的降低,可以降低炉内压损。在这次低焦比操作中,神户厂3号高炉的风口回旋区面积比从0.514(2016年4月的平均值)缩小到0.498(2016年10月的平均值),结果将还原材比从513kg/t降低到503kg/t(表2)。
研究了风口燃烧焦比与风口回旋区脉动频率数的关系。通常,风口回旋区脉动频率数变大表示容易引起风口正上方悬料,发生悬料就会导致未还原FeO落下,使风口破损的风险增大。研究显示,随着风口燃烧焦比的降低,风口回旋区脉动频率数增加。这是因为由于风口燃烧焦比降低,供给炉下部的焦炭量减少,从平滑的移动层转为近似固定层的状态。特别是如果风口燃烧焦比下降到100kg/t,风口回旋区脉动频率数会急剧增加,所以若将碳素溶解损失的碳量设定为90kg/t,准金属反应量为5kg/t,渗碳量为50kg/t,炉顶装入焦比的下限推算为约245kg/t,该值为低焦比操作的最理想目标。
4 神户厂3号高炉低焦比操作结果
图8是伴随低焦比操作的操作数据的变化。从2016年4月开始,在转为高富氧率操作(从2.8%增加到4.6%),并从8月5日开始增加高热量煤(从60%增加到100%)的同时,增配了球团矿(从65%增加到80%)。于是,转为炉料分布控制和喷吹煤粉的复合控制,可以使焦比从315kg/t降低到283kg/t。另外,在9月19日到10月17日期间,未进行低焦比操作。
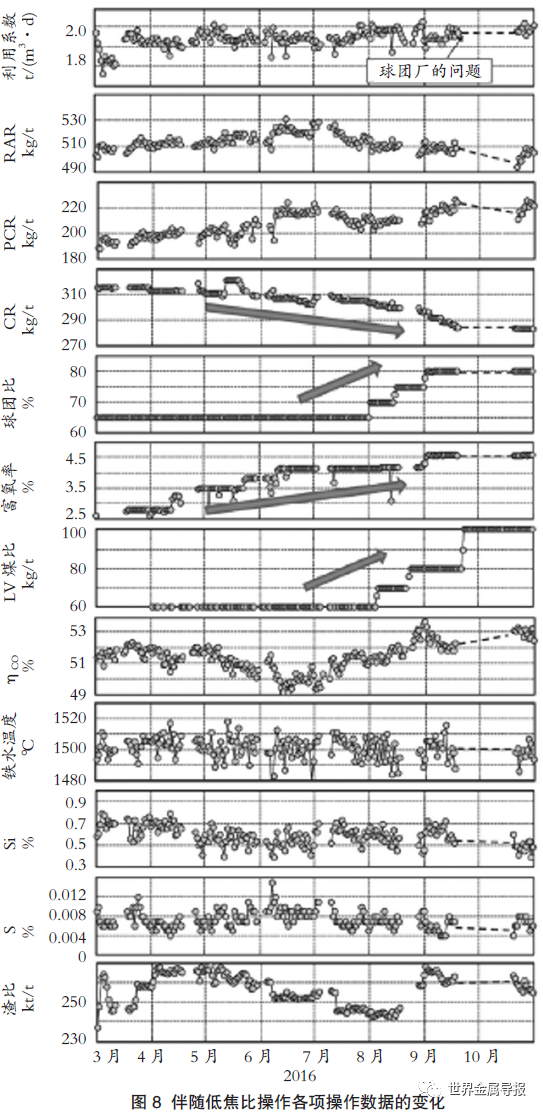
随着增加球团矿配比,η CO上升,可以获得具有良好高温熔融滴落性能的自熔性白云石球团矿的效果。同时,可使铁水含Si量降低(从0.71%降到0.48%)。
图9是低焦比操作时利用垂直水平探头测定的炉内温度分布的变化。观察相当于软熔带上面1200℃线,尽管焦比降低(从315kg/t降到283kg/t),但1200℃线基本被控制在炉腹上端。由此可知,通过炉料分布控制和喷吹煤粉的复合控制,可以合理控制炉下部的热流比。同时,发现铁水含Si量降低(从0.71%降到0.48%),铁水温度也降低(从1507℃降到1498℃),由此推测校正铁水温度后的铁水含Si量从0.71%降到0.54%。从该结果认为,通过增配自熔性白云石球团矿,1200℃线基本控制在炉腹上端,可使软熔带下面(1450℃)高度降低。
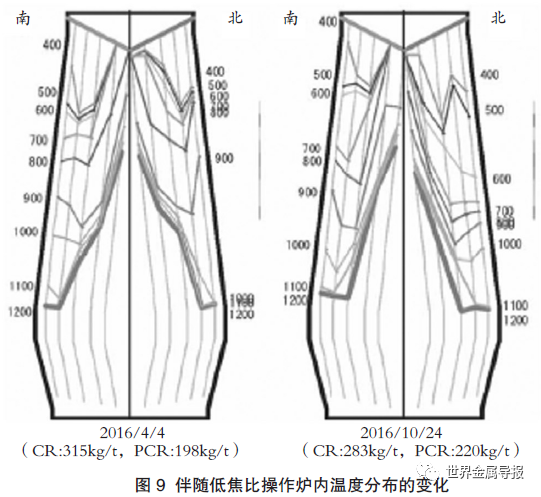
表3是神户厂3号高炉低焦比操作的结果。本试运行的增配自熔性白云石球团矿的降低焦比效果是19kg/t,富氧率上升和增配高热量(低VM)煤的复合控制效果分别是8kg/t和4kg/t,包括其他项目,最终成功降低焦比合计为32kg/t。
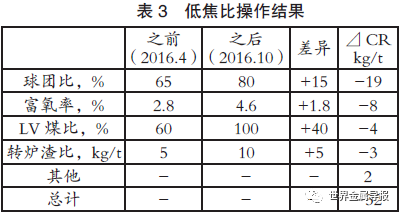
表4是高炉各项指标的比较。从表4可知,塔塔钢铁公司艾莫伊登厂7号高炉实现了焦比261kg/t的低焦比操作。特别是,艾莫伊登厂7号高炉不仅实施球团矿和烧结矿混装,还实现了低渣比操作。
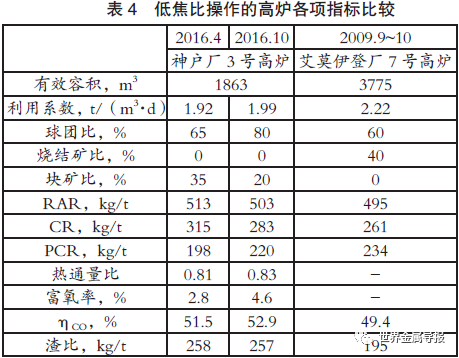
另一方面,神户厂3号高炉,虽然增配了球团矿(从65%增加到80%),但渣比基本稳定(从258kg/t到257kg/t)。这是因为球团矿原料矿石中的脉石(SiO2、Al2O3)比率上升和波动,即日本炼铁行业铁矿石原料劣质化所致。而且,炼钢工序要求铁水的S含量稳定在
5 低焦比操作总结
神户厂3号高炉是日本唯一持续全球团矿操作的高炉,用自熔性白云石球团矿替代块矿,优化了炉料分布和喷吹煤粉复合控制。其结果是在80%球团矿配比的条件下,实现了283kg/t的低焦比操作,成果总结如下。
1)在小型高炉,控制边缘部位矿石的高温熔融滴落性能特别重要。在这次的全球团矿低焦比操作(283kg/t)中,通过块矿与自熔性白云石球团矿置换,可将软熔带上面(1200℃线)基本控制在炉腹上端。推测该结果是因为通过复合控制,合理地控制了炉下部的热流比。
2)由于观察到铁水含Si量降低(从0.71%降到0.48%),因此,可以通过增加自熔性白云石球团矿配比来降低软熔带下面高度。
3)随着球团矿配比的增加,ηCO增加,可以获得自熔性白云石球团矿的效果。
6 结语
2017年10月31日,神户厂高炉操作的悠久历史结束。在本公司的加古川厂集中了炼铁工序,有2座大型高炉稳定运行。
今后,日本钢铁行业将进一步提高钢材的品质。本文中获得的适应高球团矿配比的炉料控制技术和自熔性白云石球团矿的高温熔融滴落控制技术,将被有效地用于加古川厂的大型高炉操作中,并还将进行深入的研究。





