
 加入收藏
加入收藏 首页
首页
长钢H型钢加热炉自动控制系统
来源:陈虎明,杜坚,金宪军,郭贵福,黄永强,张乃杰 |浏览:次|评论:0条 [收藏] [评论]
长钢H型钢加热炉自动控制系统
陈虎明1,杜 坚1,金宪军1,郭贵福1,黄永强1,张乃杰2
(1.长治钢铁(集团)有限公司H型厂,山西长治046031;2.北京高威科电气技术有限公司,北京100083)
摘要:介绍了长治钢铁(集团)有限公司H型厂加热炉自动控制系统的硬件配置、系统功能,以及顺序控制和燃烧控制等原理和功能。
关键词:步进梁式加热炉;自动控制系统;顺序控制;燃烧控制
中图分类号:TG307文献标识码:A文章编号:1003—9996(2008)增刊2—0116—05
1 前言
长治钢铁(集团)有限公司H型厂步进式加热炉,生产能力为180t/h(冷装),使用燃料为高炉、焦炉混合煤气。自动控制系统采用三菱公司的Q系列PLC(Q12PHCPU)完成,可实现自动测长、称重、全自动进出料、自动烧钢、炉内钢坯跟踪等先进的控制功能。
2 系统概述
2.1 控制范围
该自动控制系统的控制范围包括热送辊道、提升机、取料机、上料台架、台架取料机、入炉辊道(含辊道秤)、步进梁、出炉辊道、液压/油脂润滑系统、燃烧控制系统。
2.2系统配置
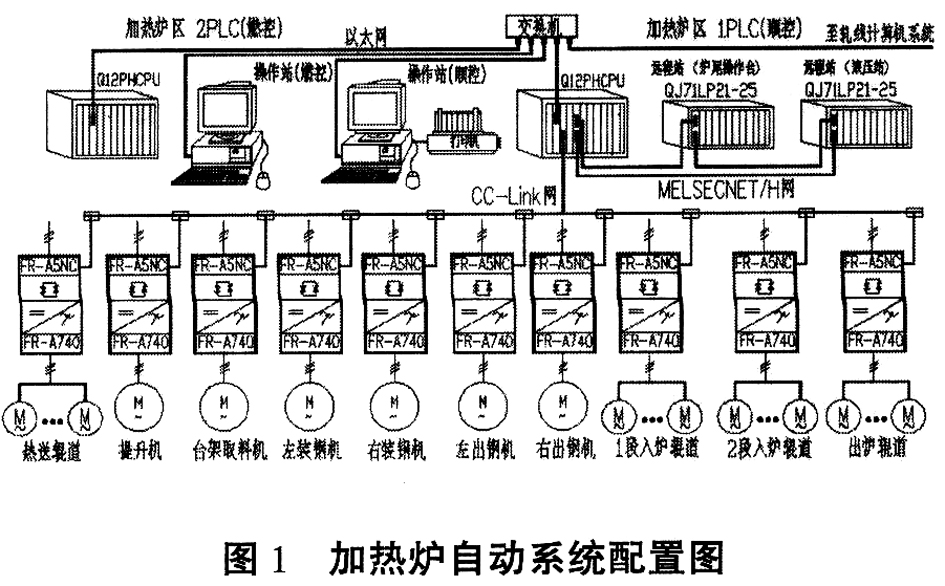
加热炉控制系统自成网络,通过智能交换系统和轧线PLC通信,包括HMI 2台、PLC系统(顺控、燃控)2套、传动控制系统以及所有关联的检测/执行元件。整个控制系统的接线以PLC为中心,放射式联接所有下属设备。同时,对部分较为集中而距主控PLC较远的I/O区(如液压站),通过MELSECNET/H网(网速25Mbps)把远程输入/输出模块和主控PLC连接起来,可大大减少控制电缆的数量和敷设长度,提高系统的可靠性。
本控制系统的两套PLC通过以太网连接。PLC系统硬件由三菱Q系列模块和过程CPU
(Q12PHCPU)组成,编程使用的是三菱的GX De—veloper软件。变频传动使用的是三菱FR—A740变频器,通过现场总线CC—LINK(网速2.5Mbps)同顺控PLC相连。系统中配置两套人机界面,操作人员可以进行参数的设定、修改和设备监控等。还配置一台打印机,操作人员可以定时打印生产报表,事故时自动启动报表程序,报表中可提供事故发生时的有关参数的变化,以便及时分析事故原因。系统配置图如图1所示。
3 系统功能
PLC控制系统可完成现场数据采集、数据处理、输出控制及报警等功能;操作站实现对过程数据的显示、历史趋势的记录、控制设备的工作状态、报警、显示以及报表的打印等功能;并分别通过主控制台实现全自动、半自动、手动操作,通过机旁控制台可实现机旁手动操作。
3.1顺序控制功能
(1)热送辊道
热送辊道接受来自连铸冷床的H型钢热钢坯,并将钢坯输送到链式提升机前。热送辊道共分4组控制,辊道电机为变频调速电机。钢坯在第2组辊道上可自动测长,在链式提升机前的辊道上实现自动定位,可实现单排和双排料的自动定位,定位精度±20mm。辊道末端有固定挡板事故限位。
(2)链式提升机
链式提升机将钢坯从链式提升机前的“0地面”热送辊道上提升至5m平台上的取料机前。
链式提升机由一套电机、减速机传动,电机可变频调速。尾部链轮附近安装一个接近开关,感应块遮蔽到接近开关时链条停止运行,再次发送给电信号时电机启动,链轮转动接近180°时电机减速慢转,此时托料板将要托料,当链条运行至托料板将料托起后,电机慢慢加速到链条快速匀速上升。按行程计算托料板快接近终点前,即感应块靠近接近开关前电机减速慢转至感应块遮蔽到接近开关时停止,此时链式提升机运行一个运料周期。待取料机取料后,等待接受下次从辊道取料信号。
(3)取料机
取料机将停在链式提升机一定高度托料板上的钢坯抬起放在上料台架上。取料机的升降和平移由液压缸驱动,共4套取料托杆单独驱动,由液压系统保证托料杆动作同步。取料机取料杆有4个位置状态:后低位,前底位,前高位,后高位。后低位为起始等待位,取料杆运行一个矩形轨迹为一个运动周期。每个位置状态各有一个接近开关限位。升降液压缸在取料杆托起和放下钢坯前要减速,做到钢坯轻拿轻放。
(4)上料台架
当取料机把钢坯放到上料台架上,通过上料台架动梁的水平往复移动,动梁上的拨爪带动钢坯向前移动。当上料台架放满后,最前面的钢坯到达上料台架的末端,不再移动。上料台架的平移由液压缸驱动,2套液压缸同时驱动。
上料台架有2个位置状态:后位、前位。后位为起始等待位,前位为前进限位,上料台架向前运行到前位后返回起始位,如此反复循环。每个位置状态由安装在机械上的主令控制器反馈。当台架末端的激光传感器检测到有钢坯时,上料台架不在移动。
(5)台架取料机
台架取料机通过托料臂将上料台架最末端的钢坯放在人炉辊道上。台架取料机升降由液压缸驱动,2组液压缸可同时驱动,也可分开驱动,以便托起不同长度的钢坯;平移由可变频调速的交流电机驱动。
台架取料机4个位置状态:后底位,前底位,前高位,后高位。后低位为起始等待位,取料机运行一个矩形轨迹为一个运动周期。升降位置状态各有两个接近开关限位。平移位置由安装在电机轴上的绝对值编码器测量,可实现取料和放料的准确定位。
(6)入炉辊道
人炉辊道接受来自上料台架的钢坯,经电子称量装置称重后(称重信号立即送至加热炉
PLC),根据工艺要求将钢坯减速定位于炉前,准备装炉。辊道电机为变频调速电机,辊道末端有固定挡板事故限位。
人炉辊道共分2组控制,第1组辊道侧面安装有2台冷热金属检测器,用于检测辊道是否有钢坯,可对台架取料机连锁控制。在第2组辊道的第1号电机上安装有1台增量式编码器,同在一、二组辊道间安装的l台冷热金属检测器配合,用于坯料在人炉辊道上的炉前定位,可实现单排料和错排料,定位精度±20mm。
(7)装钢机出钢机
装钢机和出钢机的结构和控制原理同台架取料机相同。装钢机根据坯料在人炉辊道上的情况,完成坯料的推正以及由人炉辊道至炉内固定梁的运动;出钢机则根据步进梁步进的步数、坯料在炉内的位置,完成坯料的由步进梁至出炉辊道的运动。
(8)出炉辊道
出炉辊道只有1组,辊道的外侧安装有1台热金属检测器,用于检测辊道是否有钢坯,可对出钢机连锁控制。根据出炉辊道上是否有钢、坯料的位置、坯料头部是否进入轧机前辊道等情况,由PLC控制出炉辊道工作:高速、低速、与轧机前辊道同速等各种状态。
(9)步进梁
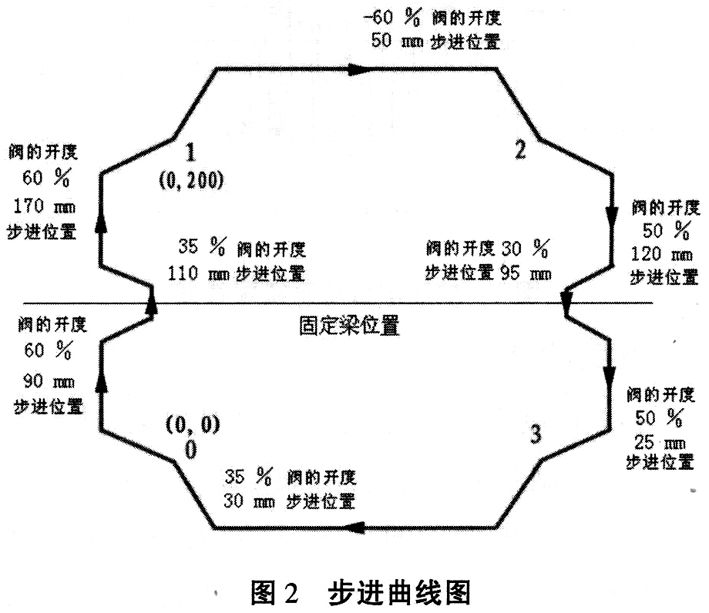
步进梁采用2组液压缸驱动,根据设定的速度曲线可作升降和平移的动作,步进曲线如图2所示。根据加热好钢坯的出炉情况和人炉辊道上钢坯准备情况,步进梁可白动完成一个步进周期的动作。步进梁动作包括自动向前周期循环、自动向后周期循环、自动踏步周期循环,同时与进出料设备联锁。本部分是加热炉机械设备控制的核心。
步进梁升降及平移采用比例阀控制,通过对比例阀放大器输入信号的改变和安装再平移液压缸和提升液压缸上的位置变送器的信号反馈,可严格控制缸体运动的速度和行程。另外该系统还具有步进梁步进误差自修正功能,当由位置变送器检测到的实际步进距离与设定的执行步距产生偏差时,该偏差会累加到下一步进周期的修正执行步距中,步进梁按此修正步距执行步进,确保了步进梁步进距离的精确性。控制精度:步进梁每一个循环的前进误差:±11mm,炉内全行程误差:±25mm(不包括由机械部分引起的纵向跑偏)。
(10)炉内坯料跟踪
钢坯可实现在炉内全程跟踪,当步进梁步距是650mm(440mm)时,有42(60)个位置位于炉内步进梁上,还有2个位置位于炉内人出炉辊道上。跟踪信息有钢坯序号、钢坯批号、钢坯重量、钢坯长度、钢坯在步进梁上的位置、钢坯在炉内的数量。钢坯跟踪从炉外的辊道称重后开始,经过装钢机上步进梁后,由平移液压缸上的位置变送器传来钢坯位置数据,最终检测到钢坯在炉外出炉辊道上结束跟踪。钢坯人炉、出炉、随步进梁前进、后退等均可实现跟踪。
(11)水系统检测控制
加热炉水系统包括净环水和浊环水系统。净环水系统共包括热送辊道、入出炉辊道的冷却水,液压站冷却水,步进梁的冷却水等,在其冷却水管道上均装有流量开关、热电偶、就地温度表,任何一个流量开关低流量报警或热电偶高温报警,均会在操作站产生声光报警,提醒操作工及时处理。浊环水系统主要指水封槽水系统,在水封槽上装有液位计,若低水位液位报警则会自动打开浊环水阀,上水补充,直到高水位液位时,该阀自动关闭。
(12)液压站检测控制
液压站有2台循环泵、7台主泵,各有l台备用,主泵启动后循环泵自动启动。油箱设有3个液位报警开关,若“超低限”报警时,泵电机停止运行;若“低限”报警时,加热器断电,提示维护人员加油及检查管路的漏油状况;若“高限”报警时,表示油位过高,报警提示维护人员检查冷却器是否有漏水现象。油温控制共设4个点,若油温低于15℃,油温过低,油泵电机不得启动,加热器工作;若油温低于20℃,加热器工作,一直到大于30℃才停止;若油温高于50℃,电磁水阀得电,冷却水打开,一直到低于40℃,电磁水阀电磁铁失电,冷却水关闭;若油温高于60℃为超高温报警,油温过高,报警并延时30min停电机,以保护液压系统。
3.2燃烧控制功能
(1)燃烧系统
加热炉各段温度控制由燃烧程序的PID回路控制器去执行。各段温度控制器可有两种功能方式选择:手动即操作者直接输入加热要求,即输入流量开度;自动即操作人员输入温度设定值,各段温度控制器根据需要增加或减少供热。
在自动方式下,燃烧控制系统各段均采用了双交叉限幅的控制方式来保证无论在动态还是稳态时,都能满足一定的空燃配比性能。交叉限幅控制的基本原则是:升温时,空气先行;降温时,煤气先行。采用这种方式,使系统无论在稳态还是在动态时,都可获得较好的空燃比性能。同时由于没有过氧燃烧和缺氧燃烧而起到节能降耗的效果。此外,为了安全燃烧,煤气流量设定受可供空气量限制。
(2)换热器保护回路
通过调节回路中的助燃风温度设定(热风放散)和换热器前废气温度设定(掺冷风)可以有效保护换热器,通常控制逻辑是:首先掺冷风,以将高温状态换热器纳入控制范围内,只有在温度继续升高时,热风放散阀才打开。
热风温度在正常范围内,放散阀全关;热风温度超过正常范围的一个区域内,放散阀处于自动调节状态,进行适量放散;热风温度超过上极限,放散阀全开;当热风压力偏低,同时热风温度偏高时,启动稀释风机,适当减小放散量,作为辅助手段。以上放散方法的优点是:对风压、炉膛压力影响小,有利于系统工作。缺点是:造成小部分能源浪费,有一定噪音污染,程序稍复杂。
(3)炉膛压力调节
加热炉炉膛压力过大会向外喷火,而炉压过小会吸入冷风,这样既浪费能源也影响整个燃烧控制系统。工艺要求加热炉以微正压方式运行。该回路为常规PID压力控制,通过调节烟道闸板的开启度,以调节炉膛压力。该执行机构也为电动方式,作为保护措施,当由于全系统停电,或由于风压低、风机掉电等原因停风机时,利用UPS电源强制关闭烟道闸板,以防因废烟气温度高,烧损元冷空气通过的换热器。
(4)助燃空气压力调节
为了保证燃烧控制的稳定,需保证一定的助燃空气压力,采用调节风机入口空气预旋器多叶阀开度的方法,控制进入各段的助燃空气压力保持不变。控制热风压力,必须以满足总的供风量为前提。为此,采取如下措施:将总风量信号前馈给风压调节系统,构成前馈反馈系统。
(5)煤气自保护联锁
煤气和助燃空气按比例}昆合燃烧才能保证加热温度,任何一种燃烧介质低压,都会造成事故。所以在煤气和助燃空气主管道上,分别装有两个压力变送器,在换热器前后各一个。任何一个低压报警,煤气主关断阀都会自动关闭,以保护加热炉。另外,煤气主关断阀为气动阀,若压缩空气低压,也会切断煤气。
3.3操作站的功能
该系统采用易控(1NSPEC)组态软件,运行在Windows 2000操作系统上,具有很强的组态、图形设计、报警、动画、实时数据、历史纪录、曲线报表等功能,所有功能均可实现Windows化操作。
4 结语
该自动控制系统自投入正常运行以来,运行稳定性能可靠,系统在线运行率达100%,加热炉燃烧平稳,钢坯温度均匀稳定,基本杜绝了钢坯过烧而发生变形、钢温过低造成轧机负荷过大等事故的发生,达到了较高的控制水平,为后道工序提供了合格的热坯。
- [腾讯]
- 关键字:无





