
 МгШыЪеВи
МгШыЪеВи ЪзвГ
ЪзвГ
зЊЙФЪНЗЩМєЕЖЦЌИќЛЛгыЪЙгУ
фЏРРЃКДЮ|ЦРТлЃК0Ьѕ [ЪеВи] [ЦРТл]
зЊЙФЪНЗЩМєЕЖЦЌИќЛЛгыЪЙгУ ЭєЁЁЧЋ (жаКёАхОэГЇ) еЊЁЁвЊ:ДгзЊЙФЪНЗЩМєДЋЖЏНсЙЙКЭЕЖЦЌЕФЫјНєдРэШыЪж,ЗжЮіЬНЬжЫѕЖЬИќЛЛЕЖЦЌЪБМфКЭбгГЄЕЖЦЌЪЙгУжмЦкЕФЗНЗЈЁЃ ЙиМќДЪ:зЊЙФЪНЗЩМєЁЁЕЖЦЌЁЁаЈПщЁЁЕЖЁ
зЊЙФЪНЗЩМєЕЖЦЌИќЛЛгыЪЙгУ
ЭєЁЁЧЋ
(жаКёАхОэГЇ)
еЊЁЁвЊ:ДгзЊЙФЪНЗЩМєДЋЖЏНсЙЙКЭЕЖЦЌЕФЫјНєдРэШыЪж,ЗжЮіЬНЬжЫѕЖЬИќЛЛЕЖЦЌЪБМфКЭбгГЄЕЖЦЌЪЙгУжмЦкЕФЗНЗЈЁЃ
ЙиМќДЪ:зЊЙФЪНЗЩМєЁЁЕЖЦЌЁЁаЈПщЁЁЕЖЦЌМфЯЖ
Use and Change of Bla des of Rotary Drum Crop Shear
W ang Qian
(W ide P la te /Coil P la n t)
Abstract: Sta rting with drive system of rotary drum crop shea r and blade clamping technology, how to sho rten the time of changing blades and some methods to p ro long theworking life are discussed.
Keywords: rotary drum c rop shear; blade; wedge; blades gap
1ЁЁИХЪі
зЊЙФЪНЗЩМєЪЧТЏОэдўЛњЕФБиБИЩшБИ,зїгУЪЧЧаЭЗЧаЮВКЭЗжЖЯ,ЪЙНЯГЄЕФИжАх(вЛАуЖМДѓгк
2ЁЁзЊЙФЪНЗЩМєЕЖЦЌЕФИќЛЛ
2. 1ЁЁзЊЙФЕЖЦЌЕФЙЬЖЈдРэ
2. 2ЁЁЕЖЦЌЕФИќЛЛ
зЊЙФВлПкЕФвЛИіВрУцЪЧаБУц,аЈПщЪЧППаБУцЫјНєЕЖЦЌ,аЈПщаБУцНЧЖШЮЊ9°ЁЃЗЩМєМєЧаЪБгаКмДѓЕФГхЛїдиКЩ,аЈПщБЛЫјНєИздНРдННє,аЈПщЫљДІЕФЙЄПіКмВю,ИпЮТХђеЧ,гіЫЎЩњат,ВЂгаеГНгЯжЯѓ,бѕЛЏдќЖТШћ,ЕЖЦЌЫјНєИзВњЩњЕФЭЦСІВЛзувдАбаЈПщЭЦГіЁЃЪЙгУШЫЙЄРТывВРВЛГіРДЁЃ
ЂйОЙ§ЖрДЮЪЕМљвдМАКЭVAIЕФгаЙиШЫдБЖрДЮЬжТл,ОіЖЈВЩШЁЕквЛИіДыЪЉ: ЕШзЊЙФГфЗжРфШДКѓ, зЊЙФЕФВлПкгЩгкШШеЭРфЫѕЛсгаЮЂаЁЕФдіДѓ,ШЛКѓМгШШаЈПщКЭзЊЙФВлПкгаЯоЕФВПЗжжСИпЮТ,СЂМДМБРфаЈПщ(ЪЙгУвКЬЌCO2 жБНгХчШїдкаЈПщЩЯ,ЧЇЭђВЛФмРфШДзЊЙФВлПк) ,ШЛКѓгУЕЖЦЌЫјНєИзЖЅаЈПщ,ШчШдЖЅВЛГіаЈПщ,ПЩдкаЈПщЕФТнПзРяЩЯТнЫЈгУвКбЙЧЇНяЖЅРАЮ, дкРАЮвЛЖЈЕФЪБМф( 5 Зжжгзѓгв)Кѓ,ЭЛШЛгУЕЖЦЌЫјНєИзЖЅаЈПщ,ХМЖћФмЖЅГівЛСНИі,ЕЋЛЙВЛФмГЙЕзНтОіЁЃ
ЂкдкАВзАаЈПщЪБ,ЮЊСЫБугкВ№аЖ,аЈПщаБУцЕФНЧЖШПЩзіЪЪЕБЮЂЕї,гЩ9 °ИФЮЊ8°,ЭЌЪБ,дкаБУцЩЯЭПвЛВуИпЮТЭИр,ЫќФмЗРжЙИпЮТИпбЙЬѕМўЯТСНжжВФСЯЕФеГНггыНККЯЁЃРАЮаЈПщЕФТнЫЈвВгЩM20 МгДжЕНM3 ,аЈПщБэУцдіЩшСЫИЩгЭВл,УПжмгУЫјНєИзЖЅаЈПщ1ЁЋ2ДЮ,ЪЙаЈПщБэУцВЛжСвЇЫРЁЃВЩШЁСЫДыЪЉКѓ,ЛЛЕЖЦЌЕФЪБМфДѓДѓЫѕЖЬСЫ,ЛЛЩЯЯТЕЖЦЌНіаш8 аЁЪБ,е§ГЃЕФМьаоШеОЭПЩвдЛЛЕЖЦЌЁЃ
3ЁЁзЊЙФЕЖЦЌЕФЩшЖЈгыЪЙгУжмЦк
ЕЖЦЌЕФЩшЖЈАќРЈМфЯЖКЭжиЕЖСПЕФЩшЖЈ, ЕЖЦЌМфЯЖгЩИжАхЕФКёЖШКЭВЙГЅжЕШЗЖЈ,жиЕЖСПОЭЪЧжИЩЯЯТЕЖЦЌИпЖШЗНЯђжиКЯЕФГпДчЁЃ
3. 1ЁЁжиЕЖСПЕФЩшЖЈ
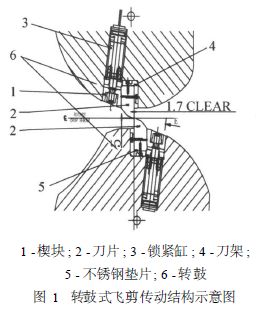
ШчЭМ1 ЫљЪО,ЩЯЕЖЦЌЕФЖЅВПвЊдкМєЧаУцEЕФЯТУц,ЯТЕЖЦЌЕФЖЅВПвЊдкМєЧаУцEЕФЩЯУц,жиКЯЕФИпЖШМДЪЧжиЕЖСПЁЃПЩМћ, Й§аЁЕФжиЕЖСПЛсДѓДѓЫѕЖЬЪЙгУжмЦк,ЕЋЙ§ДѓЕФжиЕЖСПЛсЕМжТЩЯЯТЕЖЦЌБРШаЁЃзюГѕЭЦМіЕФжиЕЖСПжЕЮЊ
3. 2ЁЁЕЖЦЌМфЯЖВЙГЅжЕЕФВтЖЈ
ЂйЕЖЦЌАДМєЧаЗНЯђжиКЯ,гУШћГпВтЕЖЦЌМфЯЖ,КЭИјЖЈжЕБШНЯ,жиИДзі3 ДЮ,ВтСПВЙГЅжЕгІСІЧѓзМШЗ,ШчВЙГЅВЛзМЛсдьГЩЪЕМЪМєЧаМфЯЖЙ§ДѓЛђЙ§аЁ,ВЛЪЧМєВЛЖЯАхзгОЭЪЧФЅЫ№ЕЖЦЌбЯжиЁЃ
ЂкЗЩМєЕЖЦЌМфЯЖЕФЕїећЪЧЭЈЙ§ЩЯзЊЙФЕФжсЯђДЎЖЏРДЪЕЯжЕФЁЃОпЬхЪЧгЩвКбЙТэДяЭЈЙ§ГнТжДЋЖЏ, ДгЖјдьГЩЩЯзЊЙФжсЯђДЎЖЏ,ЕЖЦЌМфЯЖЫцзХЗЂЩњБфЛЏ,ДяЕНЕїећМфЯЖЕФФПЕФЁЃдкМєЧаИжАхЪБ,ИљОнЫљдўИжАхЕФКёЖШ,ШЗЖЈвЛИіМфЯЖжЕ,БШШчдўжЦ
ЂлЕЖЦЌМфЯЖЩшЖЈЕФФбЕудкгкОЋЖШ,вЊХХГ§РлЛ§ЯЕЭГЮѓВюКЭШЫЮЊвђЫиЕШЁЃвђДЫ,ЕїећЕЖЦЌМфЯЖЪБ,зЊЙФЪМжежЛФмАДвЛИіЗНЯђзЊЖЏ,ВЛПЩвдЗДзЊ,вђЮЊЗДзЊКѓГнТжЕФФіКЯУцОЭБфСЫ,ЛсДјРДЛњаЕМфЯЖдьГЩЕФЦЋВюЁЃЭЌЪБ,ЙЬЖЈГнТжКЭДмЖЏТнЮЦИБЕФТнЫЈВЛФмЫЩ,ШчЙћЫЩСЫЛсдьГЩЕЖЦЌМфЯЖЮоЙцТЩЕФБфЛЏЁЃСэЭт,зіЕЖЦЌМфЯЖБъЖЈВтСПЕФШЫдБвЊЯрЖдЙЬЖЈ,етбљПЩБЃжЄгаЭЌбљЕФЪжИа,МѕаЁШЫЮЊвђЫиЕФгАЯьЁЃ
ЭЈЙ§е§ШЗЩшжУжиЕЖСПКЭЕЖЦЌМфЯЖЕШДыЪЉ,ЪЙЕУЗЩМєЕЖЦЌЕФЪЙгУжмЦкгЩзюГѕЕФ14ЬьбгГЄЕНСЫ40ЁЋ60ЬьЁЃ
4ЁЁНсЪјгя
ЗЩМєЕЖЦЌИќЛЛЗНЗЈЪЧдкВЛЖЯЕФЪЕМљжаУўЫїГіРДЕФ,аЈПщдкМєЧаЪБвЊдННєдНКУ,ЖјдкЛЛЕЖЦЌЪБгжвЊЧѓЫЩвЛЕу,етЪЧУЌЖмЕФСНИіЗНУц,вЊАбЮеКУЖШ, МШвЊФмЫГРћИќЛЛЕЖЦЌ,гжвЊЫјНєЕЖЦЌ,ЗРжЙвђЫјВЛНєЖјЕєЕЖЁЃЕЖЦЌМфЯЖКЭжиЕЖСПЕФЩшЖЈвЊвРОнЕЖЦЌЕФЪЙгУЧщПі,ЕїећгІЪЧбађНЅНјЕФ,жЛгаЕїЕНе§ШЗзДЬЌ,ВХФмбгГЄЪЙгУЪБМфЁЃ
еЊздЁЖФЯИжПЦММгыЙмРэЁЗ2010ФъЕк1Цк





