
 加入收藏
加入收藏 首页
首页
台车运行中故障的预防与应急处理
来源:霍景荣 李玉红 赵国顺 |浏览:次|评论:0条 [收藏] [评论]
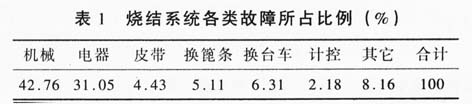
摘要通过统计台车运行故障在烧结系统全部故障中所占的比例,指出了台车运行故
障对烧结生产的危害。分析了烧结机台车运行中各种故障产生的原因,并提出了预防与应急
处理方案,为事故的预防、发现、处理提供了具有可操作性的方法。
关键词烧结机台车原因 预防处理
1 前 言
唐钢炼铁厂北区现有一台
2 烧结机台车运行中事故的种类 及影响
我厂2002年到2003年烧结系统中各类故障所占比例的统计情况列于表1,从表中可以看出烧结机换台车及换篦条所占比例达到l 1.42%,加上机械故障中的30%,即烧结机台车运行中的故障达到系统总故障时间的24.25%(还未包含由烧结机台车故障造成的跳电等电器故障),因此对烧结机台车运行中事故如何进行预防和作应急处理值得我们重视。
我厂
据我们的经验:若游板卡滑道入口的底座,会被卡断、掉落,一般停机0.5 h内可以发现并处理完毕;如游板卡在滑道上,有时会造成整个滑道全部或部分脱落,造成14 h以上的重大停机事故。台车轮掉在头尾弯道内,一般需0.5~3 h停机能发现并处理完毕;如果将弯道顶坏,需更换或调整弯道时,则需要10 h以上停机处理。台车卡导料槽,一般在0.5 h可以发现并处理完毕;如造成导料槽移位,会形成4 h以上停机事故。台车大梁塌腰卡头部密封板比较容易发现,但处理较难,卡尾部密封板难以发现,但处理相对容易,一般需要1 h停机处理。台车轮沿上轨道卡头尾弯道入口或掉道,如属正程掉道,需15 min停机发现并处理完毕;如属返程掉道,需4 h以上停机发现处理完毕;如卡头部弯道人口,易发现,但处理较难,需0.5~l h停机;如卡尾部弯道入口。发现较难,但处理容易,需1 h停机处理。台车篦条卡车,发现极为困难,有经验的需45 min停机发现并处理完毕。
3 台车运转中的各种设备事故原因、应急方案及防范措施
3.1游板卡滑道入口
游板卡滑道人口的原因有:游板螺栓松动,造成游板螺栓脱落或切断;游板螺栓调整不到位,游板高度超差;滑道入口未安装导向轮或导向轮脱落、转动不畅。
应急方案:游板未卡断时将烧结机倒转(倒转距离应小于台车布料至松料器底座距离),将游板复位或取出,运转烧结机,适时更换问题台车;当游板卡断、掉落时,运转烧结机,适时更换问题台车。
防范要求及措施:在滑道入口安装导向轮,导向轮顶点应高于滑道
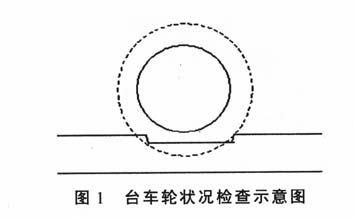
3.2台车轮掉入头尾弯道内
台车轮掉人头尾弯道内的原因有:台车轮轴承损坏,轴承内套定位螺栓脱落或切断;台车轮检修质量差。
应急方案:可适当倒车,由钳工、焊工配合取出后,运转烧结机,适时更换问题台车。
防范要求及措施:在正程两个轨道错开两块车距离设定车轮检查处,根据三点确定一个平面原理,在不影响台车运转情况下,将轨道割出长
3.3台车卡导料槽
台车卡导料槽原因有:(1)导料槽方钢松动移位。(2)台车之间夹料使机尾摆架外移。(3)机尾摆架未复位。(4)台车栏板松动。(5)机尾摆架配重过轻或配重链条、拉杆断裂。(6)台车
粘料。
应急方案:(1)首先确认导料槽是否移位,如发生移位量大,需吊出复位,并及时组织打水冷却清料,由天车配合检修。(2)发现台车之间夹料,应及时将卡台车物件割除或取出,必要时可适当倒车。(3)检查摆架不复位原因,调整或采取临时措施使之复位。
防范要求及措施:(1)定期检查导料槽方钢磨损和松动情况,发现问题及时汇报记录,并进行处理。(2)岗位巡检时要确认摆架的位置是否处在规定的范围内,超出范围及时汇报,同时要及时清除摆架两侧积料。(3)严格遵守台车更换的操作规程,必须确认摆架复位方能转车。
(4)保证台车栏板日常紧固。(5)在机尾框架处安装摆架行程控制挡铁,保持台车与导料槽有一定的距离,在保证换车间隙的情况下,限制台车与导料槽之间的最小距离应在
3.4 台车大梁塌腰卡头尾密封板
台车大梁塌腰卡头尾密封板的原因:台车大梁塌腰;台车材质有问题;台车体设计结构有问题。
应急方案:适当下调密封板拉紧螺栓,运转烧结机适时更换问题台车;如密封板移位则组织台车复位。
防范要求及措施:(1)严格遵守台车报废标准,大梁断裂的台车必须报废;台车大梁塌腰报废距离按台车体、轨道标高、滑道标高、密封板及风箱隔板标高计算确定,但必须要考虑生产中布料及高温使台车大梁塌腰量比冷状态下大的情况。例如:台车底部距密封板及风箱隔板的距离为
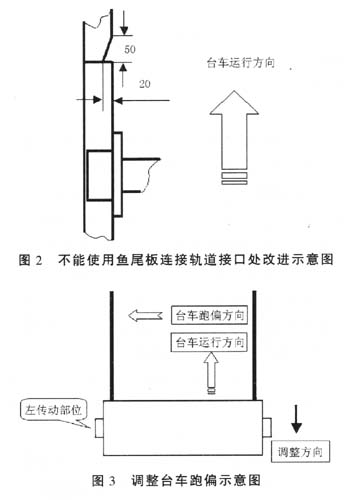
3.5 台车轮沿上轨道卡头尾弯道入口或掉道
台车轮沿上轨道卡头尾弯道人口或掉道的原因:轨道接口处错位,台车跑偏上道;台车机尾扒缝太大(>1
应急处理方案:(1)仅因台车跑偏或台车机尾扒缝太大上道时,可适当倒车,让台车复位,摆架复位后继续生产。(2)轨道接口处有错位时,先将台车复位并将轨道错位处复位或割出斜角后运行。(3)检查摆架是否未复位,如未复位则调整复位。(4)对台车轮沿磨损过大造成的台车跑偏上道或掉道,应更换台车后运行。如台车在返程掉道,先固定两端台车,在掉道少的情况下,将台车复位后解除固定继续生产;在掉道多的情况下,将台车移至不影响运转的位置,解除固定,在正程装新车后生产。
防范要求及措施:(1)日常检查轨道接口处错位情况,平轨接口必须使用鱼尾板连接,不能使用鱼尾板连接轨道接口处应将前进方向轨道内侧割出长
3.6台车篦条卡车
台车篦条卡车的原因:(1)篦条抬起卡篦条压平辊。(2)篦条抬起卡摆动漏斗。(3)篦条下扎卡头尾密封板。(4)篦条下扎卡风箱隔板或风箱支撑管。(5)篦条材质不合格。
应急方案:确定卡车部位,吊出台车或少量倒车取出卡车篦条。
防范要求及措施:严格执行台车包保制度,缺损篦条应及时补齐;定修时检查风箱隔板、支撑管、摆动漏斗、压平辊有无漏洞,并及时补焊或更换;严格保证篦条的材质。
4处理卡车时应注意的其它问题
发现卡车后,首先应确认是否跳电,若跳电要及时送电;及时将上游设备停机,并调整点火炉火焰强度。为缩短发现、处理时间,按照可能卡车部位的概率进行顺序检查:滑道入口一头部密封板一头部弯道一尾部弯道一尾部弯道入口(尾部密封板)一其他部位;未确认出卡车部位前不能频繁启车和倒车。卡车后每隔6 min将泥辊和布料装置手动点车一次,以防混合料料槽悬料。确认各传动部位是否损坏,若有损坏,一并处理。
5 结 语
经过多年对台车运行故障不断进行分析研究和经验总结,我们摸清了各种事故的现象与发生原因之间的内在关系,并制订和完善了一整套应急方案及防范措施,从而大大减少了台车运行故障对烧结机作业率的影响。与此同时,唐钢炼铁厂
烧结机台车运行故障在整个设备故障中所占比例较高,对其如何预防与如何作应急处理作深入研究,并在各烧结机各班组、设备管理人员中大力推广应用,不但可以达到延长设备使用寿命,稳定生产、提高设备作业率、提高产质量的目的,而且还有助于提升企业的设备维护水平。
- 上一篇:安全管理基础知识 下一篇:未来钢铁企业水系统集成探索研究
- [腾讯]
- 关键字:无





